Ассортимент и характеристика выпускаемой продукции
Выбор сырьевой базы и энергоносителей
Модуль крупности 1,6 – 1,8
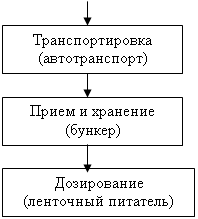
Технологическая схема цеха формования, сушки, обжига
Сушка полуфабриата
Обжиг полуфабриката
Материальный баланс цеха формования, сушки и обжига
Выбор и расчет оборудования
Расчет склада готовой продукции
Навигация
Выбор и расчет оборудования
Технология производства керамического кирпича
95787
знаков
14
таблиц
5
изображений
10. Выбор и расчет оборудования
Подбор оборудования производим согласно выбранной ранее технологической схеме. Исходными данными для подбора оборудования служит также производственная программа, нормы технологического проектирования керамических заводов. В проект закладываем современное оборудование. Количество единиц оборудования непрерывного действия (n) определяем исходя из его производительности (P) и количества материала, которое необходимо на нем переработать(R).
N=R/P
Для каждого агрегата определяем коэффициент его использования (Ki), который всегда меньше 1.
Ki=R/(n*P)
Ki указывает на эффективность использования оборудования.
Произведем подбор оборудования для цеха формования, сушки, обжига:
В качестве оборудования для участка формования выбираем шнековый вакуумный пресс СМК – 325А, предназначенный для пластического формования масс путем уплотнения, вакуумирования и выдавливания ее через мундштук в виде бруса.
Таблица 9.1. Техническая характеристика пресса СМК 325А
| Элементы характеристики | Единица измерения | Показатели |
| Производительность Мощность электродвигателя, в том числе: - привода пресса - привода смесителя Диаметр шнека: - зазорной части - на выходе Диаметр окружности, описываемый лопастями пресса Масса Габариты | м3/ч кВт мм мм кг мм | 30 130 75 55 500 450 610 18200 7260*3620*2190 |
Определяем необходимое количество прессов:
n=12,06/30=0,4, принимаем n=1, К=12,06/(30*1)=0,4, для непрерывной работы цеха в случае аварии необходимо использование резервного пресса. Общее количество прессов – 2.
В качестве линии по отрезке, укладке и транспортировке кирпича – сырца в ИТО систему принимаем линию, разработанную фирмой "Фукс", с необходимым подбором оборудования.
Отрезное устройство, предназначено для отделения бруса определенной длины, выходящего из мундштука пресса:
Габариты: длина – 920мм; ширина – 1785мм; высота – 1500мм.
Мощность электродвигателя – 1,5кВт.
Необходимое количество
Отрывной транспортер, предназначен для транспортировки отрезанного бруса в нарезное устройство. Габаритные размеры: длина – 1700мм, ширина – 1050мм; высота – 1030мм.
Мощность электродвигателя – 2,5кВт
Нарезное устройство предназначено для одновременного нарезания нескольких штук кирпича из непрерывно выходящего из мундштука пресса бруса.
Габариты: 3732мм – длина; ширина – 1400мм; высота -1610мм.
Мощность электродвигателя – 2,8кВт
Передаточное устройство фирмы Фукс предназначено для транспортировки вагонеток в горизонтальном и вертикальном направлении от сушилок к печи, а также после выхода из печи на нулевой уровень(пола). Необходимо 2 передаточных устройства.
Габариты – длина 5670мм; ширина 1600мм; высота 470мм.
Канатный толкатель(1шт) предназначен для подачи вагонеток в предварительную сушилку
Габариты – длина 40500мм; ширина 985мм; высота 425мм.
Буферный накопитель предназначен для предварительного подсушивания сырца, а также в качестве накопителя вагонеток с сырцом и готовым кирпичем, находящихся на вагонетках, которые перемещаются к автомату-погрузчику по верху накопителя. Длина 174000мм
ИТО – интенсивная технология обжига состоит из единой линии от запасного пути после печи обжига до автомата укладчика:
Определим необходимое количество единиц ИТО,:
n=4181,23*6875/15000000=1,92, значит необходимое количество ИТО систем-2.
К=28745956,25/15000000*2=0,96
Грейферный погрузчик (2шт)предназначен для разгрузки обожженного кирпича с туннельных вагонеток. Мощность электродвигателя 5 кВт.
Таблица 9.2. Технологическая характеристика системы ИТО
| Элементы характеристики | Единица измерения | Показатели |
| Производительность Режим работы – непрерывный Число вагонеток в канале Время сушки, обжига Температура обжига Емкость вагонетки Длина печи Размер вагонетки: -длина -ширина Количество вагонеток -в сушилке -в печи Общее количество вагонеток Потребность в горячем воздухе Количество дымовых газов Кратность реверсирования в ИТО сушилке Число горелок Количество горелочной группы Температура отходящих дымовых газов Температура отбираемого воздуха на сушку сырца | мл.штук в год ч шт ч 0С шт мм мм мм шт шт шт м3/ч м3/ч шт шт 0С 0С | 15 24 44 22 До 1100 832 132000 3000 4000 44 44 88 240000 80000 6 100 8 140-160 300-400 |
Толкатель (1шт) предназначен для проталкивания и группировки рядов кирпича от разгрузочного грейфера. Габариты: длина- 5450мм, ширина- 950мм, высота-1180мм.. Мощность электродвигателя 1,5 кВт.
Профильный конвейер (1шт) предназначен для приёма обожженных рядов кирпича от продольного толкателя. Габариты: длина- 1850мм, ширина- 140мм, высота- 960мм..
Сдвоенный толкатель- предназначен для толкания и группировки кирпича от разгрузочного грейфера. Габариты: длина- 5450мм, ширина- 50мм, высота- 960мм. Мощность электродвигателя- 1,5кВт.
Профильный конвейер(1шт) предназначен для группировки обожженного кирпича от поперечного толкателя. Габариты: длина- 2250 мм, ширина-2640мм, высота- 960мм.
Похожие работы
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...
... ; -укладка кирпича на поддоны; -складирование готовой продукции; В июне 1997 года на Себряковском комбинате асбестоцементных изделий, Волгоградской области введен в эксплуатацию завод по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 г. там же введен в эксплуатацию второй завод. В настоящее время они аналогов пока не имеют. № Наименование, назначение Кол-во ...
нную технологию и новые материалы. Но создавать керамические изделия можно и дома, используя вполне доступные материалы и оборудование, применяя сравнительно несложную технологию. Технология производства керамических изделий Изготовление керамических изделий включает несколько этапов: приготовление тестообразной массы, формовка изделия, нанесение декора, сушка, обжиг в печи. 1) Глиняное ...
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
0 комментариев