Ассортимент и характеристика выпускаемой продукции
Выбор сырьевой базы и энергоносителей
Модуль крупности 1,6 – 1,8
Технологическая схема цеха формования, сушки, обжига
Сушка полуфабриата
Обжиг полуфабриката
Материальный баланс цеха формования, сушки и обжига
Выбор и расчет оборудования
Расчет склада готовой продукции
Навигация
Обжиг полуфабриката
Технология производства керамического кирпича
95787
знаков
14
таблиц
5
изображений
6.3 Обжиг полуфабриката
Важнейшие физико-химические процессы, обеспечивающие качество продукта, происходят при обжиге.
Процесс обжига керамического кирпича может быть условно разделен на четыре периода:
1) подогрев до 200°С и досушка-удаление физической воды из глины;
2) дальнейший нагрев до 700°С «на дыму» и удаление химически связанной воды из глины;
3) «взвар» - до температуры обжига 980-1000°С - созревание черепа;
4) охлаждение, «закал» - медленное до 500°С и быстрое от 500 до 50°С обожженных изделий.
Такое производственное деление на периоды не вскрывает сущности реакций в керамической массе при обжиге. При производственном обжиге керамических изделий никогда не достигается термодинамическое равновесие.
Можно отметить семь главных видов реакций, протекающих в рядовых глинистых массах при обжиге /8/:
1) выделение гигроскопической воды из глинистых минералов и воды из аллофаноидов, если таковые присутствуют в глине (t=200 °С);
2) окисление органических примесей (t=300-400 °С);
![]()
3) выделение конституционной воды, т. е. дегидратация глинистых минералов
(t=450-900°С);
![]()
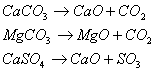
4) реакции декарбонизации и десульфуризации (t=650-900 °С);
5) образование новых кристаллических фаз t=920 °С;
![]()
6) жидкофазные реакции и образование стекловидного расплава t![]() 1000°С;
1000°С;
Например:
![]()
7) процессы, происходящие в добавках и реакции взаимодействия глинистых составляющих с этими добавками (в частности, песком, золой, опилками).
![]()
![]()
![]()
Известно, что керамические образцы, обожженные в восстановительной и в восстановительно-окислительной средах, приобретают структуру нормально обожженного черепа примерно на 100°С раньше, чем в окислительной среде; кроме того, существенно влияет Fe2+ на процесс последующей перестройки ионов метафазы в стабильные фазы. Поэтому присутствие Fe2+ в глинах благоприятствует образованию новых фаз, улучшающих качество изделия строительной керамики.
Группа реакций в твердых фазах глин, обязанных диффузионным процессам (диффузия происходит благодаря перепаду химического потенциала на границе фаз), довольно узко описывается известными уравнениями кинетики и характеризуются сравнительно.разными механизмами этих процессов.
Реакции 1, 2 в окислительных условиях и 3 - в восстановительных условиях (рис. 6.1) таков /3/:
1. ![]()
2. ![]()
3. ![]()
4. ![]()
5. ![]()
Не менее важную роль играет и газовая среда в печи, которая влияет на процессы, протекающие при формировании черепка, и поэтому она также должна регламентироваться режимом обжига. Эта среда может быть окислительной, нейтральной и восстановительной.
Окислительная среда характеризуется избытком воздуха против того количества, которое теоретически необходимо для полного сгорания топлива.
Присутствие 4-5% кислорода в продуктах горения при обжиге изделий грубой керамики типично для окислительной среды. Содержание кислорода в пределах 8-10% свидетельствует о сильно окислительной среде и полезно при интенсивном выгорании органических веществ массы.
Образование жидкой (стекловидной) фазы в гидрослюдистых глинах начинается по крайней мере с 700°С, но заметное развитие эти фазы получают лишь при температурах на 150-200°С выше. Появление стеклофазы содействует дальнейшему растворению в ней некоторой части минеральных составляющих глины и новому минералообразованию. Стеклофаза обеспечивает спекание и образование черепа. С физической стороны действие стеклофазы характеризуется усадкой изделия. В зависимости от степени развития стеклофазы, что регулируется выдержкой и созреванием черепа, можно сообщить ему ту или иную плотность (пористость). Именно в этом процессе и состоят операции выдержек - «взвар» и начала охлаждения - «закал», которые необходимо осуществлять: «взвар» - в пределах температур 980-1000°С и «закал» - до 800°С, а также длительностей для получения кирпича должного качества - ярко-красного (не алого) по цвету и звонкого при ударе. Кроме того, выдержка необходима для выравнивания температурного поля в печи.
Спекание материала - существенный момент процесса обжига, так как к этому времени заканчивается формирование керамического изделия. Окончание спекания изделия характеризуется прекращением его усадки. Условными показателями спекшегося материала являются его водопоглощение.
Спекаемость глины зависит от содержания в ней плавней и степени их дисперсности.
На процесс формирования керамического черепка влияют: химический и гранулометрический состав сырья, соотношение компонентов в массе, а также температурно-газовый режим обжига.
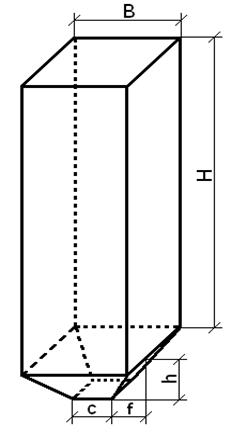
Процесс спекания первоначально пористого тела начинается с образования контактов между частицами и их роста по мере повышения тем пера туры. Модель стадии припекания двух сферических частиц с образовавшейся перемычкой представлена на рис. 6.4. Вогнутая поверхность образующейся перемычки, растягиваемая силами поверхностного натяжения, становится участком повышенной концентрации вакансий, т. е. их источником. Выпуклая часть поверхности, сжимаемая силами поверхностного натяжения, а также межкристаллическая граница на участке контакта являются поглотителями вакансий. Таким образом, объемный диффузионный поток атомов направляется на поверхность перешейка и увеличивает его диаметр. Поскольку часть потока вещества, направленного к поверхности перешейка, выносится из области межчастичного контакта, частицы сближаются, происходит усадка и уплотнение пористого тела. На рис.6.4 показано: г0 - радиус частиц; ![]() - расстояние между центрами сфер в момент начала припекания частиц;
- расстояние между центрами сфер в момент начала припекания частиц; ![]() максимальное сближение до соприкосновения сфер
максимальное сближение до соприкосновения сфер
(![]() )
)
Схема спекания с участием жидкой фазы и стягивания двух твёрдых сферических частиц
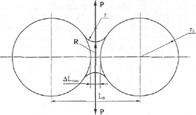
Рис.6.4.
Действительный процесс намного сложнее приведенной модели, что обусловлено разнообразием формы, размеров припекающихся частиц и конфигурации контактов между ними; присутствием других источников образования и стока вакансий; наличием не только объемной, но и поверхностной диффузии /1/.
Образующиеся в процессе обжига глин и керамических масс легкоплавкие соединения проявляют себя двояким образом. Во-первых, они действуют химически, растворяя частицы минералов, образуя жидкую фазу и выделяя из раствора новые, более устойчивые мниералообразования, именуемые эвтектическими смесями. Во-вторых, они действуют физически, благодаря своей энергии поверхностного натяжения, сближая и уплотняя твердые частицы глины.
Обжиг изделий грубой строительной керамики ведется до появления минимального количества легкоплавких соединений, которые связывают дегидратированные частицы глинообразующих минералов и зерна кварца, что и обеспечивает достаточную механическую прочность изделий.
Охлаждение обожженных изделий — не менее ответственная операция. При 800-780°С череп изделия строительной керамики находится в пиропластическом состоянии и переходит в твердое состояние, поэтому необходимо замедлять охлаждение во избежание появления напряжений, которые могут разрядиться местными разрывами (трещинами). Считают опасным также участок 650- 500°С в связи с обратимым превращением
![]() .
.
Из всего выше сказанного можно сделать вывод что, большое значение имеет подбор температурного режима обжига. Он должен быть таким, чтобы реакции дегидратации, декарбонизации, окисления и восстановления отдельных компонентов, составляющих глину, не налагались бы на реакции образования легкоплавких эвтектик. Эти реакции должны следовать одна за другой, но практически, вследствие сложного состава керамических масс, образование жидких соединений начиняется обычно ранее, чем закончатся декарбонизация, окисление и т. д.
Температурный режим при выдержке и охлаждении определяется главным образом видом, формой и размерами изделий, а также температурным интервалом модификационных превращений в материале /3/.
7. Контроль производства по цеху
Современный этап производства тугоплавких неметаллических и силикатных материалов характеризуется расширением ассортимента, повышением качества, возрастанием единичной мощности технологических линий, внедрением поточных технологий. Все это требует коренного совершенствования структуры, методов и средств контроля производства.
Технический контроль – это проверка соответствия объекта (материала, изделия или процесса) установленным требованием, что относится к системе государственных испытаний, а значит, подчиняется правилам стандартизации и сертификации.
Стандартизация – деятельность, направленная на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного использования реально существующих или потенциальных задач. Результатом этой деятельности является разработка нормативных документов. В зависимости от специфики объекта стандартизации и содержание установленных к нему требований различают стандарты основополагающие, на продукцию или услуги, а также стандарты на процессы, на методы контроля (испытаний, измерений, анализа).
Сертификация – подтверждение соответствия товара обязательным нормативным требованиям, которое сопровождается выдачей сертификата соответствия.
Любой контроль можно свести к осуществлению двух этапов:
- получение первичной информации о фактическом состоянии объекта, о признаках и показателях его свойств;
- сопоставление первичной информации с заранее принятыми требованиями, нормами, критериями, обнаружение соответствия или расхождений фактических и требуемых данных, что дает вторичную информацию.
Вторичная информация используется для выработки соответствующих управляющих воздействий, совершенствование производства, повышения качества продукции и т.п.
Основными задачами системы контроля являются:
- определение качества поступающих на завод материалов;
- установление состава и свойств потоков материалов в процессе производства;
- слежение за параметрами технологического процесса по всем производственным переделам;
- контроль качества и сертификация (паспортизация) продукции;
- анализ и обобщение результатов контроля по всем переделам с целью совершенствования технологического процесса.
Для решения этих задач система контроля производства должна включать в себя ряд подсистем.
Подсистема общезаводского технологического контроля (центральная заводская лаборатория) должна обеспечивать определение состава и свойств исходного сырья, топлива, добавок, вспомогательных материалов, полуфабрикатов и готовой продукции в объеме, достаточном для практического осуществления процесса оптимизации производства по всему заводу.
Подсистема оперативного технологического контроля (обслуживающий персонал основного производства, цеховые лаборатории) занимается определением состава и свойств материалов на входах и выходах конкретных технологических участков производства и контролем соответствия получаемых результатов требуемым значениям. Объем определений здесь должен быть минимально необходимым и не требующим сложного оборудования для осуществления контроля.
Подсистема параметрического контроля (служба контрольно-измерительных приборов и автоматизированных систем управления, КИП и АСУ) оценивает состояние оборудования и режимы его работы, контролирует технологические параметры, измеряет расходы в технологических потоках, уровни в емкостях и т.д.
Подсистема технического контроля (отдел технического контроля, ОТК) обеспечивает контроль качества и соответствие выпускаемых материалов и изделий действующей нормативной документации (государственным или отраслевым стандартам, техническим условиям, стандартам предприятия), а также осуществляет сертификацию (паспортизацию) продукции. В функции ОТК входит не только фиксирование появления некачественной продукции, но и предупреждение подобных фактов. С этой целью ОТК контролирует качество поступающих на предприятие материалов, соблюдение установленной технологии, устанавливает причины, вызывающие брак и снижающие качество продукции. ОТК также оформляет необходимые акты и добивается устранения причин негативных явлений и их последствий. ОТК проводит свою работу в тесном контакте с заводской и цеховыми лабораториями.
Похожие работы
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...
... ; -укладка кирпича на поддоны; -складирование готовой продукции; В июне 1997 года на Себряковском комбинате асбестоцементных изделий, Волгоградской области введен в эксплуатацию завод по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 г. там же введен в эксплуатацию второй завод. В настоящее время они аналогов пока не имеют. № Наименование, назначение Кол-во ...
нную технологию и новые материалы. Но создавать керамические изделия можно и дома, используя вполне доступные материалы и оборудование, применяя сравнительно несложную технологию. Технология производства керамических изделий Изготовление керамических изделий включает несколько этапов: приготовление тестообразной массы, формовка изделия, нанесение декора, сушка, обжиг в печи. 1) Глиняное ...
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
0 комментариев