Ассортимент и характеристика выпускаемой продукции
Выбор сырьевой базы и энергоносителей
Модуль крупности 1,6 – 1,8
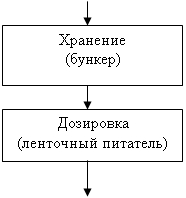
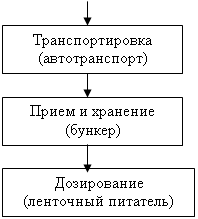
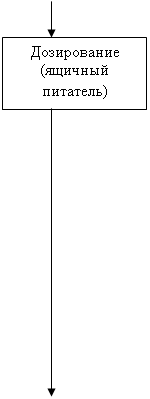
Технологическая схема цеха формования, сушки, обжига
Сушка полуфабриата
Обжиг полуфабриката
Материальный баланс цеха формования, сушки и обжига
Выбор и расчет оборудования
Расчет склада готовой продукции
Навигация
Сушка полуфабриата
Технология производства керамического кирпича
95787
знаков
14
таблиц
5
изображений
6.2 Сушка полуфабриата
Сушкой называют удаление воды из влажного керамического полуфабриката или сырья испарением. Наиболее ответственной является сушка высоковлажного полуфабриката изделий хозяйственной и строительной керамики, изготовленного пластическим формованием или шликерным литьем и содержащего значительное количество глинистых компонентов.
Процесс сушки керамических изделий представляет собой превращение содержащейся в них воды из жидкого состояния в парообразное и последующее удаление ее в окружающую среду. При этом необходимым условием сушки является наличие внешнего источника тепла, нагревающего изделия. Наиболее ответственной является сушка высоковлажного полуфабриката изделий хозяйственной и строительной керамики, изготовленного пластическим формованием.
Находящаяся в керамических массах и изделиях вода делится на физическую и химически связанную.
Физической называется та часть воды материала, которая не входит ни в какие соединения с ним. Физическая вода находится в изделии в жидком или парообразном состоянии и может быть удалена полностью при нагреве материала до 100-110°С. При этом керамическая масса становится непластичной, но с добавлением воды пластические свойства массы восстанавливаются.
Химически связанной водой называется вода, находящаяся в химическом соединении с отдельными элементами керамической массы, так например ![]() . Удаление химически связанной воды происходит при более высоких температурах - от 500° и выше. При этом керамическая масса безвозвратно теряет свои пластические свойства.
. Удаление химически связанной воды происходит при более высоких температурах - от 500° и выше. При этом керамическая масса безвозвратно теряет свои пластические свойства.
При сушке изменяется от коагуляционных к конденсационным природа контактов между частицами твердой фазы за счет удаления механически и физико-химически связанной воды. Химически связанная вода в сушке не удаляется.
Простейшим видом сушки является сушка изделий на воздухе, когда испарение влаги из материала происходит за счет тепловой энергии солнца. В настоящее время сушка изделий осуществляется за счет тепла, получаемого от специальных установок.
Анализируя процессы, происходящие при сушке материалов, необходимо отметить следующее:
1) содержащаяся в материале вода при температуре 80-90оС испаряется. В этом случае имеет место поверхностное испарение или так называемая внешняя диффузия влаги;
2) при испарении влаги с поверхности материала в окружающую среду влага из внутренних слоев изделия перемещается к его поверхности. Происходит так называемая внутренняя диффузия влаги.
Если в процессе сушки замерять температуры материала и окружающей среды, то обнаруживается, что температура изделия ниже температуры воздуха. Следовательно, во время сушки поверхность твердого тела, имеющего относительно низкую температуру, соприкасается с газом, нагретым до более высокой температуры. Между ними происходит теплообмен. Поэтому процесс сушки можно рассматривать как комплекс параллельно протекающих явлений:
а) испарения влаги с поверхности материала;
б) внутренних перемещений (диффузии) влаги в материале;
в) теплообмена между материалом и окружающей газообразной средой.
При испарении влаги с поверхности изделий влажность поверхностных слоев по сравнению с внутренними слоями уменьшается и возникает так называемый перепад (градиент) влажности.
Внешним показателем процесса сушки является изменение веса материала во времени. Графическое изображение зависимости влажности материала от длительности сушки носит название кривой сушки. Характер кривой определяется влажностью и размерами изделия, способом его формования, а также температурой, влажностью и скоростью теплоносителя. Совокупность указанных факторов определяет режим сушки. Режимом сушки называется изменение интенсивности влагоотдачи изделия путем изменения температуры, относительной влажности и скорости движения теплоносителя.
Изменение режима сушки вызывает изменение интенсивности влагоотдачи изделия, которая определяется количеством влаги, испаряемой с единицы поверхности высушиваемого изделия в единицу времени.
Интенсивность влагоотдачи измеряется в граммах на 1 м2 в час.
Режим сушки регулируют, изменяя температуру или количество теплоносителя, подаваемого в сушилку /5/.
Сушка зависит от параметров окружающей среды (температуры, влажности и скорости движения теплоносителя), формы связи влаги с материалом, состава, структуры, влажности и температуры полуфабриката.
Различают кинетику сушки (изменение средних значений влажности и температуры заготовки во времени) и ее динамику (изменение влажности и температуры в каждой точке заготовки). Распределение меняющихся во времени полей влажности и температуры в объеме изделия определяет возможность появления опасных напряжений и брака.
Если сушку проводят при малых перепадах температуры между полуфабрикатом и средой, малых скоростях и высокой влажности теплоносителя, то влажность полуфабриката медленно уменьшается от исходной w0, а температура повышается до температуры мокрого термометра tМ. Центр заготовки прогревается медленнее, чем поверхность. Это период прогрева полуфабриката.
На втором этапе (период постоянной скорости сушки) влажность заготовки меняется по линейному закону при постоянной температуре.
После достижения критической влажности Wкp температура поверхности заготовки увеличивается, приближаясь к температуре сухого термометра tСУХ, скорость сушки уменьшается, а влажность асимптоматически приближается к равновесной Wp. Температура в объеме полуфабриката растет медленнее, чем на поверхности. Этот период называется периодом падающей скорости сушки. Величина критической влажности Wкp зависит от скорости сушки, размеров и строения полуфабриката. Равновесная влажность Wp зависит от температуры и влажности в помещении. Сушить полуфабрикат до влажности меньше Wp нецелесообразно. Обычно отформованные заготовки сушат до влажности 6-8%, а золо-песчаную смесь до 13%.
Золо-песчаную смесь сушат в сушильном барабане до влажности 13% при t=110 °С. Все процессы происходящие при сушке золо-песчаной повторяют сушку полуфабриката.
При сушке испарение воды происходит диффузионным путем. Движущей силой является разность парциальных давлений пара у поверхности и в объеме теплоносителя. Уменьшение влажности во внешних слоях заготовки сопровождается появлением градиента влажности в ее объеме, что вызывает диффузию капельножидкой воды из объема заготовки к поверхности.
Диаграмма сушки полуфабриката
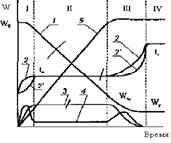
Рис.6.3. I – период подогрева; II – период постоянной скорости сушки; III – период падающей скорости сушки; IV – гигроскопическое состояние; 1 – влажность; 2,2`- температура поверхности и центра; 3 – скорость сушки; 4 – градиент температуры; 5 – усадка.
При наличии градиента температуры на процесс влагопроводности накладывается процесс термовлагопроводностни: вода стремится переместиться в области с меньшей температурой. Термовлагопроводность связана с уменьшением поверхностного натяжения и вязкости воды при повышении температуры и движением пузырьков воздуха в капиллярах. При интенсивном подводе теплоты возможно испарение влаги в глубинных слоях заготовки и удалении воды по механизму паропроводности. Движущей силой процесса является перепад давления водяного пара.
Интенсивность сушки может быть повышена несколькими способами или их комбинацией:
- совмещением направления процессов влагопроводности и термовлагопроводностни при увеличении температуры заготовки по сравнению с температурой окружающей среды (теплоносителя); этот способ используют при сушке полых изделий (электроизоляторов, тиглей), помещая нагреватели во внутреннюю полость заготовки.
- увеличением коэффициента влагопроводности путем повышения пористости заготовки и размеров частиц твердой фазы.
- снижением общего давления в сушиле.
При удалении воды в порах заготовки образуются вогнутые мениски жидкости. Капиллярное давление увеличивается, уменьшается толщина прослоек жидкости, частицы сближаются, образуя каркас. При влажности, близкой к критической, капиллярные силы уравновешиваются силами трения, сближение частиц и усадка заготовки прекращается. Дальнейшее снижение влажности происходит за счет освобождения объема пор без изменения размеров.
Изменение размеров полуфабриката в сушке характеризуют линейной или объемной усадкой, выраженной в процентах.
Усадка зависит от влажности заготовки и размера частиц твердой фазы. Линейная усадка в сушке заготовок пластического формования составляет 6-8%.
Величины критической влажности и усадки зависят от режима сушки. Наибольшую усадку имеют заготовки, высушенные в равновесных условиях. Чем выше температура и ниже влажность теплоносителя, тем меньше усадка. Рост градиента влажности в объеме заготовки увеличивает разницу между фактической и максимально возможной усадками. Эта разница (недопущенная усадка) вызывает появление механического напряжения. Если последнее превысит предел прочности материала, то в теле заготовки образуется трещина.
Причиной появления трещин в период постоянной скорости сушки полуфабриката является перепад влажности между наружными и внутренними частями заготовки.
Продолжительность сушки зависит от толщины высушиваемого изделия и не зависит от его плотности и площади поверхности.
В период падающей скорости сушки усадки отсутствуют, поэтому сушку можно интенсифицировать, повысив температуру и скорость движения теплоносителя.
В процессе сушки могут возникать различные дефекты.
Тотальные трещины, проходящие через тело заготовки, возникают из-за больших скоростей прогрева заготовки, имеющей малый коэффициент влагопроводности, на первой стадии сушки.
Срединные трещины возникают после образования жесткого каркаса частиц на краях заготовки, препятствующего усадке влажных центральных частей. Предотвратить образование краевых и срединных трещин можно, покрыв края влагоизолирующим веществом (маслами, растворами сульфитно-спиртовой барды или поливинилового спирта и т. п.).
Рамочные трещины могут возникнуть при трении заготовки о подставку в процессе усадки. Этот вид брака характерен для кирпича пластического формования. Его можно предотвратить, периодически перекладывая изделия с грани на грань и используя подсыпки (песок, опилки, шамот).
Микротрещины и волосяные трещины возникают при адсорбции воды из воздуха или дымовых газов высушенным полуфабрикатом. Этот вид брака можно предотвратить, прекратив сушку при влажности несколько выше, чем максимальная влагоемкость материала при данной температуре.
Коробление изделий может возникнуть при односторонней сушке плоских изделий, например облицовочных плиток, при анизотропной структуре полуфабриката, неравномерном распределении влаги в заготовке./1/.
Похожие работы
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...
... ; -укладка кирпича на поддоны; -складирование готовой продукции; В июне 1997 года на Себряковском комбинате асбестоцементных изделий, Волгоградской области введен в эксплуатацию завод по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 г. там же введен в эксплуатацию второй завод. В настоящее время они аналогов пока не имеют. № Наименование, назначение Кол-во ...
нную технологию и новые материалы. Но создавать керамические изделия можно и дома, используя вполне доступные материалы и оборудование, применяя сравнительно несложную технологию. Технология производства керамических изделий Изготовление керамических изделий включает несколько этапов: приготовление тестообразной массы, формовка изделия, нанесение декора, сушка, обжиг в печи. 1) Глиняное ...
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
0 комментариев