Общая часть
Работа на действующем предприятии
Порядок оформления производства работ
Технологическая часть
Специальные мероприятия
Поставка металлоконструкций резервуара
Сварочные материалы
Рекомендации по сварочно-монтажным работам в условиях отрицательных температур
Контроль качества сварных соединений
Технологическая последовательность монтажа металлоконструкций резервуара
Подготовительные работы гидроиспытания
Порядок производства работ по теплоизоляции резервуаров мазута
Технологические трубопроводы
Пожаротушение
Определение потерь тепла при неизолированном резервуаре
Антикоррозийная обработка стенки резервуара
Безопасность и экологичность проекта
Пожарная безопасность
Требования безопасности при производстве газорезательных работ
Меры безопасности при гидравлическом испытании резервуара
Охрана окружающей среды
Определение вероятных параметров ударной волны при взрыве газовоздушной смеси вне здания, сооружения
Навигация
Поставка металлоконструкций резервуара
Строительство резервуарного парка нефтеперерабатывающего завода
144999
знаков
12
таблиц
7
изображений
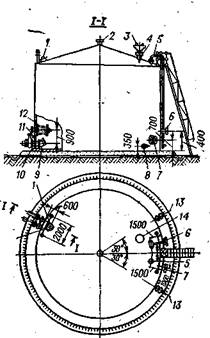
2.2.1 Поставка металлоконструкций резервуара
На монтажную площадку с завода - изготовителя металлоконструкции резервуара поставляют в следующем виде:
-днище - выполнено в виде рулонируемой центральной части и листовых кольцевых окраек;
- стенка - состоит из двух полотнищ, изготовленных на заводе и свернутого в рулон для транспортировки;
- настил кровли - щиты заводского изготовления;
- кольцевая лестница площадки обслуживания и ограждения - транспортабельными деталями;
- люки, патрубки - в комплекте с ответными фланцами (заглушками), усиливающими листами, крепежными изделиями (укомплектованными метизами).
2.2.2 Требования к квалификации сварщиков и руководителей сварочного производства
Руководство сварочными работами и работами по контролю качества сварных соединений должно возлагаться на специалиста, имеющего специальное образование и в обязательном порядке прошедшего аттестацию, с обязательной записью в аттестационном удостоверении на знание [1], [12], утвержденных Ростехнадзором РФ.
Руководитель сварочными работами назначается совместным приказом по монтажной организации (предприятию) и ОАО «Антипинский НПЗ». Копияприказа должна быть приложена к журналу контроля качества монтажносварочных работ (исполнительной документации на изготовление резервуарных конструкций).
Перед началом монтажно-сварочных работ руководитель сварочных работ обязан:
-изучить проектную документацию на монтаж и сварку резервуара;
-укомплектовать объект в соответствии с ППР сварочным и вспомогательным оборудованием, инструментом и сварочными материалами и проверить их качество;
-отобрать для сварки резервуара сварщиков, имеющих допуск к сварке ответственных конструкций, провести их инструктаж и организовать сварку каждым сварщиком контрольных образцом соединений, которые им предстоит выполнять.
Окончательное решение о допуске сварщиков к сварке соответствующих типов сварных соединений на резервуаре принимается руководителем сварочных работ на основании результатов контроля образцов, выполненных каждым сварщиком.
Допуск к сварке резервуара на каждого сварщика должен быть оформлен соответствующей записью в журнале контроля монтажно-сварочных работ с указанием сварных швов, к выполнению которых он допущен.
Сварщики, допускающие нарушения технологии производства сварочных работ, а также низкое качество сварных соединений отстраняются от работы.
Сварные соединения, выполненные этими сварщиками, подвергаются контролю физическими методами по всей длине.
По решению руководителя сварочных работ сварщик может быть переведен на сварку соединений, требующих меньшей квалификации или направлен на прохождение внеочередной аттестации с целью дополнительного обучения и сдачи общего специального и практического экзаменов для получения допуска к выполнению сварочным работам, указанных в его аттестационном удостоверении.
Сварщики, допущенные к механизированной электродуговой сварке, должны сварить по два контрольных образца размером 250x600x15, 250x600x13, 250x600x9 со скосами кромок, тождественными тем, на которых будет выполняться сварка стенки на монтаже. Материал для контрольных образцов должен соответствовать маркам стали 09Г2С-12 толщиной 15, 13, 9 мм. Образцы свариваются механизированной электродуговой сваркой в вертикальном и горизонтальном положениях на вертикальной плоскости. Механические свойства сварных соединений должны быть не ниже механических свойств свариваемого металла.
Разрешение на сварку контрольного соединения выдает член аттестационной комиссии после приемки качества его сборки, о чем делается отметки в «Журнале учета работ при аттестации сварщиков».
Контроль качества контрольных сварных соединений должен выполняться контролерами (дефектоскопистами, специалистами, непосредственно выполняющими контроль, лаборантами), аттестованными в установленном порядке на выполнение контроля конкретными методами.
Визуальный контроль выполняют в соответствии с требованиями нормативных документов и методиками контроля, согласованными с Ростехнадзором России.
К радиографическому, а также контролю разрушающими методами (испытание на излом, испытание на изгиб) контрольных соединений разрешается приступать при условии удовлетворительных результатов визуального и измерительного контроля.
Из сваренных контрольных образцов после просвечивания изготовить и испытать образцы для механических испытаний по стандарту [14].
При изготовлении образцов необходимо принимать меры, исключающие возможность изменения свойств металла в результате нагрева или наклепа, при механической обработке.
По результатам контроля каждым методом должно оформляться заключение (акт, протокол).
Оценку качества контрольных сварных соединений выполняют по нормам, установленным действующими нормативными документами Ростехнадзора России и указанным в заявке на проведение аттестации.
Качество контрольных сварных соединений считают неудовлетворительным, если при контроле каким-либо методом будут выявлены недопустимые внутренние или наружные дефекты.
Похожие работы
... легковоспламеняющихся, и горючих жидкостей, условия хранения которых в зависимости от их свойств сходны с условиями хранения нефти и нефтепродуктов. СНиП П-106—79, однако, не распространяется на проектирование складов (товарных баз) сжиженных газов, нефтепродуктов с упругостью паров выше 93,6 кПа (700 мм рт.ст.) при 20°С, складов синтетических жирозаменителей, подземных хранилищ в горных породах, ...


... для чего необходимо создать постоянную циркуляцию воды, отеплить отдельные узлы или соединения, а также подогревать воду. 2. Специальная часть. 2.1. Расчетно-конструкторская часть. 2.1.1. Расчет объема резервуарного парка (производим по видам нефтепродуктов) 1. Для бензина: Пользуемся формулой (рекомендуемой) из ВБН В.2.2-58.1-94 Qср∙К∙Кр Vр = ————— м3 r ∙ Кv где: Vр – ...
... и реализации продукции Изучив динамику и выполнение плана по выпуску и реализации продукции, необходимо установить факторы, влияющие на изменение их объема. Особое внимание следует уделить изучению влияния факторов, определяющих объем производства и реализации продукции. Их можно объединить в три группы: - обеспеченность предприятия трудовыми ресурсами и эффективность их использования: ВП ...
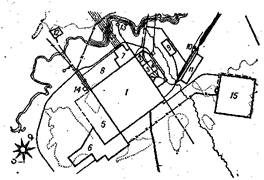
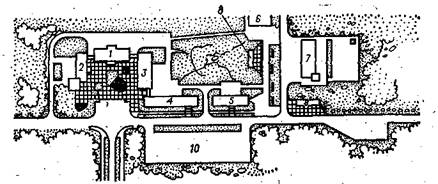
... зданий и сооружений на генплане должно исключить распространение вредных выбросов, способствовать эффективному сквозному проветриванию промшющадки и межцеховых пространств. Территория нефтеперерабатывающих и нефтехимических предприятий при проектировании разбивается сеткой улиц на кварталы, имеющие, как правило, прямоугольную форму. Размеры кварталов назначаются в зависимости от габаритов ...
0 комментариев