Общая часть
Работа на действующем предприятии
Порядок оформления производства работ
Технологическая часть
Специальные мероприятия
Поставка металлоконструкций резервуара
Сварочные материалы
Рекомендации по сварочно-монтажным работам в условиях отрицательных температур
Контроль качества сварных соединений
Технологическая последовательность монтажа металлоконструкций резервуара
Подготовительные работы гидроиспытания
Порядок производства работ по теплоизоляции резервуаров мазута
Технологические трубопроводы
Пожаротушение
Определение потерь тепла при неизолированном резервуаре
Антикоррозийная обработка стенки резервуара
Безопасность и экологичность проекта
Пожарная безопасность
Требования безопасности при производстве газорезательных работ
Меры безопасности при гидравлическом испытании резервуара
Охрана окружающей среды
Определение вероятных параметров ударной волны при взрыве газовоздушной смеси вне здания, сооружения
Навигация
Сварочные материалы
Строительство резервуарного парка нефтеперерабатывающего завода
144999
знаков
12
таблиц
7
изображений
2.2.3 Сварочные материалы
Для сварки монтажных соединений применяются:
-механизированная сварка в среде защитного газа проволокой сплошного сечения марки OK Autorod-12.51 диаметром 1,2 мм для стали 09Г2С-12 и Ст3сп5.
Для прихваток и сварки вспомогательных конструкций и приспособлений:
- ручная электродуговая сварка покрытыми электродами типа Э50А для стали 09Г2С-12, типа Э42А диаметром 2,5 мм, 3,0 мм, 3,2 мм для стали СтЗсп5, аттестованные ВНИИСТом.
Сварка должна выполняться на режимах, отработанных при аттестации технологии сварки основных соединений конструкций резервуара и при сварке контрольных образцов.
2.2.4 Требования к подготовке, хранению и использованию сварочных материалов
Сварочные материалы должны хранится отдельно рассортированными по маркам, партиям и диаметрам в условиях, обеспечивающих температуру воздуха не ниже плюс 15 °С и влажности, не превышающей 50% в помещении, защищающем их от воздействия атмосферных осадков, почвенной влаги, коррозии, загрязнений и механических повреждений.
Сварочная проволока должна быть очищена от ржавчины и обезжирена от масел и других загрязнений и заправлена в кассеты полуавтоматов.
Все электроды, перед употреблением должны быть прокалены в печи. Температура прокалки 350-370°С в течение 1,5-2 часов с последующим размещением в термостатах.
Электроды из сушильного шкафа выдаются в количестве, необходимом не более чем для односменной работы.
Полученные электроды следует держать во влагозащищенном закрытом пенале. Электроды могут находиться на открытом воздухе не более 8 часов, после чего они должны быть повторно прокалены. Прокалка электродов допускается не более двух раз.
Сварочный флюс перед применением необходимо просушить при температуре 300 - 400 °С в течении 1,0-2,0 часов в количестве, необходимом для работы в одну смену. Прокаленный флюс хранить в сушильном шкафу или в герметичной таре.
2.2.5 Основные положения при сборке под сварку и сварке монтажных сварных соединений
До начала сварочных работ все соединения конструкции резервуар, должны быть проконтролированы и приняты под сварку по следующим конструктивным и технологическим критериям:
- соответствие металла требованиям проекта и заводской маркировки;
- соответствие собираемых элементов монтажной схеме, проектным размерам и геометрической форме;
- геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок) должны укладываться в поле допусков, предусмотренных проектом;
- поверхность кромок, а также прилегающая к ним зона шириной 20 мм с каждой стороны соединения должны быть зачищены от любых загрязнений, окалины, ржавчины до чистого металла;
- кромки свариваемых элементов должны быть закреплены с помощью сборочных приспособлений;
- прихватки, применяемые для сборки перед сваркой, должны быть удалены или после визуального контроля качества зашлифованы и переплавлены в процессе сварки.
Приемку соединений под сварку осуществляет руководитель сварочных работ. Обнаруженные отклонения должны быть устранены до начала сварки.
Сварку на монтаже следует выполнять в местном укрытии защищающем свариваемые поверхности конструкции от дождя, снега, ветра.
Требования к выполнению прихваток:
- Собранные стыки элементов, с соответствии с указаниями проекта необходимо прихватывать в нескольких местах. Прихватки на пересечении швов не допускаются;
- Прихваточные швы выполнять тем же способом и применять то же оборудование и материалы, что и для выполнения основных сварочных швов;
- К качеству прихваток предъявляют такие же требования, как и к сварному шву. Качество прихваток контролировать визуально. Возможно применение лупы с увеличением не более 10. Прихватки, имеющие дефекты, должны быть удалены механическим способом;
- Прихватку должен выполнять сварщик, допущенный к сварке данного шва;
- Прихватку необходимо выполнять с полным проваром, переваривать или удалять при наложении основного шва.
Начало и конец каждого последующего слоя сварочного шва должны быть смещены по отношению к предыдущему на 25-50 мм.
При многослойной сварке каждый предыдущий слой должен быть тщательно очищен от шлака и проверен внешним осмотром. Особенно тщательно осматривать кратеры и места обрыва дуги.
В процессе сварки необходимо обеспечить плавный переход от на плавленного металла к основному. Величина усиления стыковых швов не должна превышать требований госта [16]. В случае, если высота усиления сварных швов превышает допустимую, сварные швы следует зачистить шлифмашинкой до требуемых величин.
При наличии влаги на свариваемых кромках перед началом сварки их необходимо высушить при помощи газового пламени, температура металла не более 250 °С.
Сварку следует производить при стабильном режиме. Предельные отклонения заданных значений силы сварочного тока и напряжения дуги не должны превышать ± 5%.
Сварочное оборудование следует подключать к отдельному фидеру.
Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование не должны превышать ± 5%.
Участки шва с порами, трещинами должны быть зашлифованы и заварены.
При двусторонней механизированной или ручной сварке соединений с полным проплавлением кромок необходимо перед выполнением шва с обратной стороны удалить его корень до чистого бездефектного металла.
Поверхность металла и выполненных сварных швов, после окончания сварки, необходимо очищать от шлака, брызг и наплывов (натеков) расплавленного металла.
Качество швов сварных соединений, крепления сборочных приспособлений, определяемое внешним осмотром, должно быть не ниже качества основных сварных соединений.
2.2.6Организация сварочных работ
Сварочными работами должен руководить квалифицированный специалист по сварке, имеющий опыт сооружения резервуара полистовым методом.
Сварочный участок необходимо укомплектовать оборудованием, инструментом и материалами в соответствии с ведомостью сварочного оборудования.
К началу выполнения сварочных работ необходимо:
- обеспечить объект всей необходимой документацией по сварке;
-установить силовые пункты питания электроэнергией (электросборки) и проверить все сварочное оборудование. Питание сварочных машин осуществлять от отдельных фидеров;
- опробовать оборудование и сварочные материалы, подобрать режимы на образцах;
- оградить свариваемые поверхности конструкций и рабочее место сварщика от атмосферных осадков и ветра;
-проверить состояние изоляции сварочных кабелей и правильность присоединения их к клеммам источников постоянного тока;
-соединение кабелей, при наращивании, выполнять на соединительных муфтах;
- проверить арматуру газовых баллонов, рукава для кислорода, горючих газов, защитного газа, а также инструмент для газопламенной обработки.
Прораб (мастер), в соответствии с требованиями промышленной безопасности, должен проверить наличие и состояние лесов, подмостей, на рабочем месте сварщика должны быть созданы безопасные условия труда.
Похожие работы
... легковоспламеняющихся, и горючих жидкостей, условия хранения которых в зависимости от их свойств сходны с условиями хранения нефти и нефтепродуктов. СНиП П-106—79, однако, не распространяется на проектирование складов (товарных баз) сжиженных газов, нефтепродуктов с упругостью паров выше 93,6 кПа (700 мм рт.ст.) при 20°С, складов синтетических жирозаменителей, подземных хранилищ в горных породах, ...


... для чего необходимо создать постоянную циркуляцию воды, отеплить отдельные узлы или соединения, а также подогревать воду. 2. Специальная часть. 2.1. Расчетно-конструкторская часть. 2.1.1. Расчет объема резервуарного парка (производим по видам нефтепродуктов) 1. Для бензина: Пользуемся формулой (рекомендуемой) из ВБН В.2.2-58.1-94 Qср∙К∙Кр Vр = ————— м3 r ∙ Кv где: Vр – ...
... и реализации продукции Изучив динамику и выполнение плана по выпуску и реализации продукции, необходимо установить факторы, влияющие на изменение их объема. Особое внимание следует уделить изучению влияния факторов, определяющих объем производства и реализации продукции. Их можно объединить в три группы: - обеспеченность предприятия трудовыми ресурсами и эффективность их использования: ВП ...
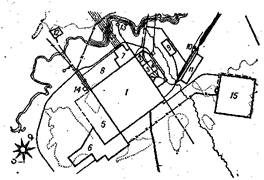
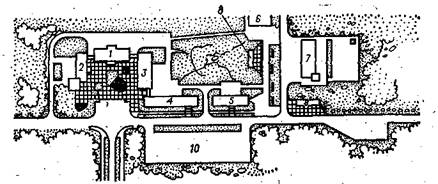
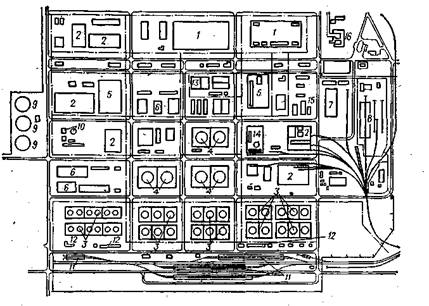
... зданий и сооружений на генплане должно исключить распространение вредных выбросов, способствовать эффективному сквозному проветриванию промшющадки и межцеховых пространств. Территория нефтеперерабатывающих и нефтехимических предприятий при проектировании разбивается сеткой улиц на кварталы, имеющие, как правило, прямоугольную форму. Размеры кварталов назначаются в зависимости от габаритов ...
0 комментариев