Краткое описание технологического процесса
Выбор двух вариантов распределительной сети
Выбор защитных коммутационных аппаратов
Технико-экономическое сравнение вариантов по приведенным затратам
Расчет токов короткого замыкания для выбранного варианта
Проверка выбранных сечений проводников и защитных аппаратов
Построение карты селективности
≥ 1101 А
Описание работы АВР на напряжение 0,4 кВ
Навигация
Выбор защитных коммутационных аппаратов
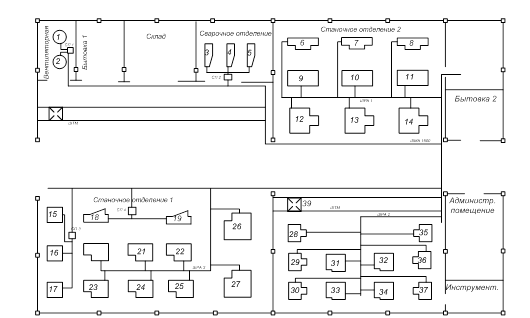
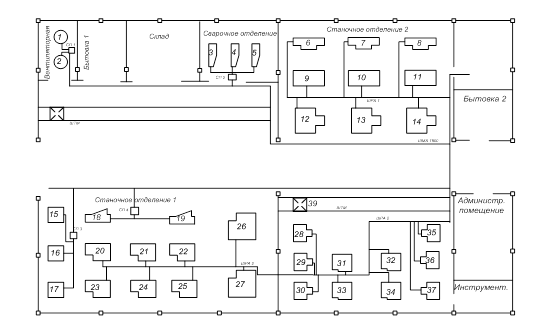
Проектирование системы электроснабжения цеха машиностроительного завода
67198
знаков
28
таблиц
3
изображения
5. Выбор защитных коммутационных аппаратов
Согласно ПУЭ от перегрузок необходимо защищать силовые и осветительные сети, выполненные внутри помещений в том числе и силовые сети, когда по условиям технологического процесса или режима их работы могут возникнуть длительные перегрузки.
Для защиты электрических сетей напряжением до 1 кВ применяют плавкие предохранители и автоматические выключатели.
Выбор аппаратов защиты производится с учетом следующих основных требований:
1. Номинальный ток и напряжение аппарата защиты должны соответствовать расчетному длительному току и напряжению электрической цепи. Номинальные токи расцепителей автоматических выключателей и плавких вставок предохранителей нужно выбирать по возможности меньшими по расчетным токам защищаемых участков сети или про номинальным токам отдельных ЭП в зависимости от места установки аппарата защиты с округлением до ближайшего большего стандартного значения.
2. Время действия аппаратов защиты должно быть по возможности меньшим и должна быть обеспечена селективность действия защиты соответствующим подбором аппаратов защиты и его защитной характеристики.
3. Аппараты защиты не должны отключать установку при перегрузках, возникающих в условиях нормальной эксплуатации, например при рабочих пиках технологических нагрузок, и т.п.
4. Аппараты защиты должны обеспечивать надежное отключение в конце защищаемого участка двух- и трехфазных КЗ при всех видах режима работы нейтралей сетей, а также однофазных КЗ в сетях с глухозаземленной нейтралью.
В курсовом проекте защита шинопроводов и КЛ, питающих РШ выполняется автоматическими выключателями, защита электроприемников осуществляется плавкими вставками предохранителей.
Плавкие предохранители выбирают по условиям:
Iном.вст > Iном.эп
Iном.вст > Iпуск/2,5
где Iном.вст – номинальный ток плавкой вставки, А;
Iном.эп – номинальный ток отдельного ЭП, А;
Iпуск – пусковой ток ЭП, равный:
Iпуск = Кп · Iном.эп;
где Кп – кратность пуска, равная 7.
Выбор предохранителей произведем для двух вариантов.
Рассчитаем предохранители и выберем плавкие вставки на примере для станков 1–6 с Рном1 = 28 кВт и соs j = 0,5
Номинальные токи станков: ![]() А; А;
А; А;
Пусковые токи двигателей круглошлифовальных станков определяются как Iпуск1 =7Iном1 = 595 А;
Iном.вст> Iном 1, 250 > 85
Iном.вст> Iпуск1/2,5, 250 > 595/2,5=238 А
Выбираем номинальные токи плавких вставок – Iном.вст =250 А, а предохранитель типа ПН-2–600/250
Произведем расчет для других групп станков на напряжение 380 В
В таблицах 12 и 13 приведены номинальные расчетные и пусковые токи для выбора плавких вставок и выбранные марки предохранителей с номинальными токами плавких вставок принятых в соответствии с расчетными номинальными и пусковыми токами соответственно.
Таблица 12. Расчет пусковых токов для выбора плавких предохранителей
| Типы ЭП | Р ном, кВт | cosф | Ip, А | Iпуск, А | Iпуск/2,5, А |
| 1. Круглошлифовальный | 28 | 0,5 | 85 | 595 | 238 |
| 2. Токарно-револьверный | 18 | 0,5 | 54,7 | 382,9 | 153,2 |
| 3. Вертикально-сверлильный | 30 | 0,5 | 91,2 | 638,4 | 255,4 |
| 4. Токарный полуавтомат | 14 | 0,5 | 42,5 | 297,5 | 119 |
| 5. Горизонтально-проточный | 21 | 0,5 | 63,8 | 446,6 | 178,6 |
| 6. Токарный с ЧПУ | 14 | 0,5 | 42,5 | 297,5 | 119 |
| 7. Горизонтально-расточный | 12 | 0,5 | 36,5 | 255,5 | 102,2 |
| 8. Горизонтально-фрезерный | 23 | 0,5 | 69,8 | 488,6 | 195,44 |
| 9. Токарно-винторезный | 16 | 0,5 | 48,6 | 340,2 | 136,1 |
| 10. Радиально-сверлильный | 13 | 0,5 | 39,5 | 276,5 | 110,6 |
| 11. Вертикально-фрезерный | 15 | 0,5 | 45,5 | 318,5 | 127,4 |
| 12. Бесцентро-шлифовальный | 44 | 0,5 | 133,7 | 935,9 | 374,4 |
| 13. Шлифовальный | 23 | 0,5 | 69,8 | 488,6 | 195,44 |
| 14. Горизонтально-шлифовальный | 30 | 0,5 | 91,2 | 638,4 | 255,4 |
| 15. Вертикально-фрезерный | 26 | 0,5 | 79 | 553 | 221,2 |
| 16. Радиально-сверлильный | 16 | 0,5 | 48,6 | 340,2 | 136,1 |
| 17. Вентустановка | 14 | 0,8 | 26,6 | 186,2 | 74,4 |
| 18. Токарный с ЧПУ | 20 | 0,5 | 60,8 | 425,6 | 170,2 |
| 19. Токарно – револьверный | 24 | 0,5 | 72,9 | 510,3 | 204,12 |
| 20. Токарный полуавтомат | 15 | 0,8 | 28,5 | 403,62 | 161,5 |
| 21. Плоскошлифовальный | 17 | 0,8 | 32,2 | 225,4 | 90,2 |
| 22. Вертикально-фрезерный | 18 | 0,8 | 34,1 | 238,7 | 95,5 |
| 23. Точильно-фрезерный | 30 | 0,5 | 91,2 | 638,4 | 255,4 |
| 24. Электромаслянная ванна | 15 | 0,9 | 25,3 | 177,1 | 70,8 |
| 25. Нагревательная электропечь | 20 | 0,9 | 33,7 | 235,9 | 94,4 |
| 26. Термическая печь | 50 | 0,9 | 84,4 | 590,8 | 236,32 |
| 27. Электротермическая печь | 41 | 0,9 | 69,2 | 484,4 | 193,76 |
| 28. Электропечь | 32 | 0,9 | 54,02 | 378 | 151,2 |
| 29. Вентустановка | 18 | 0,8 | 34,1 | 238,7 | 95,48 |
| 30. Точечные стационарные | 120 | 0,5 | 364 | 1820 | 728 |
| 31. Сварочные стыковые | 70 | 0,5 | 212,7 | 1063,5 | 425,4 |
| 32. Сварочные шовные роликовые | 60 | 0,5 | 182,3 | 911,5 | 364,6 |
| 33. Сварочные точечные | 90 | 0,5 | 273,5 | 1367,5 | 547 |
| 34. Сварочные стационарные | 40 | 0,5 | 121,5 | 607,5 | 243 |
| 35. Вентустановка | 15 | 0,8 | 28,5 | 199,5 | 79,8 |
Таблица 13 – Выбор плавких вставок и типа предохранителей
| Типы ЭП | Тип предохранителя | Iпл.вст | Ip, А | Iпуск/2,5, А |
| 1. Круглошлифовальный | ПН-2–400 | 250 | 85 | 238 |
| 2. Токарно – револьверный | ПН-2–250 | 150 | 54,7 | 153,2 |
| 3. Вертикально-сверлильный | ПН-2–400 | 300 | 91,2 | 255,4 |
| 4. Токарный полуавтомат | ПН-2–250 | 120 | 42,5 | 119 |
| 5. Горизонтально-проточный | ПН-2–250 | 200 | 63,8 | 178,6 |
| 6. Токарный с ЧПУ | ПН-2–250 | 120 | 42,5 | 119 |
| 7. Горизонтально-расточный | ПН-2–250 | 120 | 36,5 | 102,2 |
| 8. Горизонтально-фрезерный | ПН-2–250 | 200 | 69,8 | 195,44 |
| 9. Токарно-винторезный | ПН-2–250 | 150 | 48,6 | 136,1 |
| 10. Радиально-сверлильный | ПН-2–250 | 120 | 39,5 | 110,6 |
| 11. Вертикально-фрезерный | ПН-2–250 | 150 | 45,5 | 127,4 |
| 12. Бесцентро-шлифовальный | ПН-2–400 | 400 | 133,7 | 374,4 |
| 13. Шлифовальный | ПН-2–250 | 200 | 69,8 | 195,44 |
| 14. Горизонтально-шлифовальный | ПН-2–400 | 300 | 91,2 | 255,4 |
| 15. Вертикально-фрезерный | ПН-2–400 | 250 | 79 | 221,2 |
| 16. Радиально-сверлильный | ПН-2–250 | 150 | 48,6 | 136,1 |
| 17. Вентустановка | ПН-2–100 | 100 | 26,6 | 74,4 |
| 18. Токарный с ЧПУ | ПН-2–250 | 200 | 60,8 | 170,2 |
| 19. Токарно – револьверный | ПН-2–250 | 200 | 72,9 | 204,12 |
| 20. Токарный полуавтомат | ПН-2–250 | 120 | 28,5 | 161,5 |
| 21. Плоскошлифовальный | ПН-2–100 | 100 | 32,2 | 90,2 |
| 22. Вертикально-фрезерный | ПН-2–100 | 100 | 34,1 | 95,5 |
| 23. Точильно-фрезерный | ПН-2–400 | 300 | 91,2 | 255,4 |
| 24. Электромаслянная ванна | ПН-2–100 | 100 | 25,3 | 70,8 |
| 25. Нагревательная электропечь | ПН-2–100 | 100 | 33,7 | 94,4 |
| 26. Термическая печь | ПН-2–250 | 200 | 84,4 | 236,32 |
| 27. Электротермическая печь | ПН-2–250 | 150 | 69,2 | 193,76 |
| 28. Электропечь | ПН-2–250 | 120 | 54,02 | 151,2 |
| 29. Вентустановка | ПН-2–100 | 100 | 34,1 | 95,48 |
| 30. Точечные стационарные | ПН-2–800 | 800 | 364 | 728 |
| 31. Сварочные стыковые | ПН-2–600 | 500 | 212,7 | 425,4 |
| 32. Сварочные шовные роликовые | ПН-2–400 | 400 | 182,3 | 364,6 |
| 33. Сварочные точечные | ПН-2–600 | 600 | 273,5 | 547 |
| 34. Сварочные стационарные | ПН-2–400 | 300 | 121,5 | 243 |
| 35. Вентустановка | ПН-2–100 | 100 | 28,5 | 79,8 |
В соответствии с требованиями автоматические выключатели выбирают по условиям:
Iном. расц > Iр.max и Iср.эл. > (1,25–1,35) Iп
где Iном. расц – номинальный ток расцепителя, А;
Iр.max – наибольший расчетный ток нагрузки, А; Iп – пиковый ток, А
Iср.эл – ток срабатывания электромагнитного расцепителя, равный
Iср.эл = 10 · Iном. расц,
Iп = Iр + (Кп-1) Iном.max,
где Iном. max – наибольший ток ЭП, А; Iр – расчетный ток группы ЭП, А.
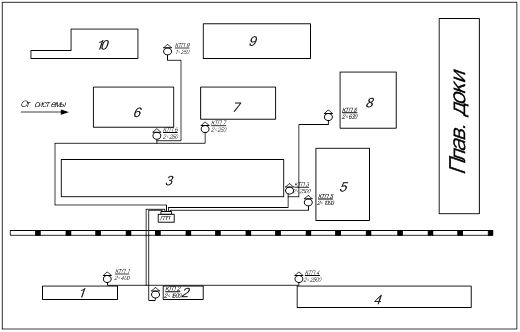
Таблица 14 – Выбор автоматических выключателей. Вариант 1
| Обозначение на плане | Iр, А | Iном. расц/ Iср.эл, А | Iп, А | Тип выключателя |
| ШМА | 1101 | 1200/12000 | 1821 | АВМ-20Н |
| ШРА 1 | 284,15 | 400/4000 | 464,15 | АВМ-4С |
| ШРА 2 | 327,93 | 400/4000 | 591,93 | АВМ-4С |
| ШРА 3 | 277,061 | 400/4000 | 445,1 | АВМ-4С |
| ШРА 4 | 636,5 | 600/6000 | 1356,5 | АВМ-10Н |
| ШРА 5 | 180 | 250/2500 | 360 | АВМ-4С |
| ШРА 6 | 146,24 | 150/1500 | 326,2 | АВМ-4С |
| ШРА 7 | 248,1 | 400/4000 | 548,1 | АВМ-4С |
| сп1 | 256,01 | 400/4000 | 502 | АВМ-4С |
| ШОС | 97,789 | 100/1000 | 121,8 | АВМ-4Н |
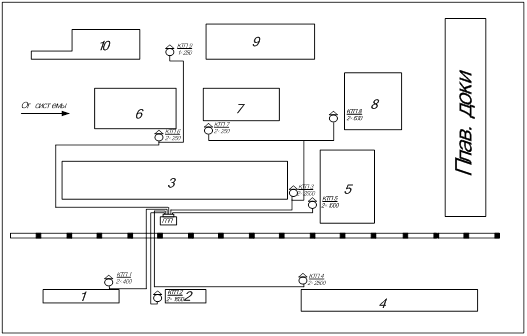
| Обозначение на плане | Iр, А | Iном. расц/ Iср.эл, А | Iп, А | Тип выключателя |
| ШМА | 2202/2 | 1200/12000 | 2922 | АВМ-20Н |
| ШРА 1 | 284,15 | 400/4000 | 2922 | АВМ-4С |
| ШРА 2 | 327,93 | 400/4000 | 464,15 | АВМ-4С |
| ШРА 3 | 277,061 | 400/4000 | 591,93 | АВМ-4С |
| ШРА 4 | 248,1 | 250/2500 | 548,1 | АВМ-4С |
| СП1 | 212,03 | 250/2500 | 932,03 | АВМ-4С |
| СП2 | 211,02 | 250/2500 | 631,02 | АВМ-4С |
| СП3 | 213,33 | 400/4000 | 753,3 | АВМ-4С |
| СП4 | 99,03 | 120/1200 | 279 | АВМ-4Н |
| СП5 | 99,314 | 120/1200 | 243,3 | АВМ-4Н |
| СП6 | 65,03 | 120/1200 | 173,03 | АВМ-4Н |
| СП7 | 113,15 | 120/1200 | 293,2 | АВМ-4Н |
| СП8 | 256,01 | 400/4000 | 502,01 | АВМ-4С |
| ШОС | 97,789 | 120/1200 | 121,8 | АВМ-4Н |
Похожие работы
... или двигателя. · Местное управление – это управление приводом выключателя, разъединителя и другой аппаратуры непосредственно на месте. · Автоматическое управление – его используют в системе электроснабжения предприятий с большой потребляемой мощностью. Автоматическое управление осуществляется с помощью вычислительных машин управления ВМУ. Информация, поступающая в ВМУ, обрабатывается и ...
... прогрессивные удельные нормы расхода электроэнергии и премиальная система поощрения за ее экономию. 2. Проектирование низковольтного электроснабжения цеха 2.1 Расчет трехфазных электрических нагрузок по первому этапу Определение электрических нагрузок в системе электроснабжения (СЭС) промышленного предприятия выполняют для характерных мест присоединения приёмников электроэнергии. При ...
... от ГПП или ЦРП до цеховых трансформаторных подстанций). Схемы внешнего или внутреннего электроснабжения выполняют с учетом особенностей режима работы потребителей, возможностей дальнейшего расширения производства, удобства обслуживания и т.д. В данном курсовом проекте питание механического цеха осуществляется кабелем, который соединен с алюминиевыми шинами. Через них осуществляется питание ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...
0 комментариев