Повреждения и ремонт шинопроводов и электрооборудования силовых и осветительных распределительных пунктов сетей и установок
Ремонт кабелей с поливинилхлоридной оболочкой
Разборка электрических машин
Механический ремонт деталей и узлов
Ремонт обмоток фазных роторов
Ремонт обмоток короткозамкнутых роторов сборка и испытания АД после ремонта
Разборка ДПС и их дефектация
Ремонт обмоток якоря из круглого провода
Ремонт обмоток якорей из прямоугольного провода
Ремонт обмоток полюсов
Виды и причины повреждений пускорегулирующей аппаратуры
Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Ремонт рубильников и реостатов
Навигация
Ремонт обмоток полюсов
Ремонт внутрицеховых электросетей и источников освещения
97052
знака
0
таблиц
23
изображения
13. Ремонт обмоток полюсов
При ремонте обмоток полюсов их, как правило, снимают с полюсов. Для этого отворачивают болты, крепящие полюса к корпусу, отнимают полюса от корпуса и снимают с них обмотки. При ремонте обмоток добавочных полюсов находят место повреждения и, если это пробой на корпус, очищают его от поврежденной изоляции и наносят новую. Если неповрежденная изоляция служила достаточно долго, то необходимо ее заменить. При витковом замыкании с катушки снимают корпусную изоляцию, раздвигают витки и прокладывают между ними новую витковую изоляцию. Как правило, изоляцию промазывают клеящими лаками и высушивают. Изолированную обмотку несколько раз покрывают эмалью и сушат.
Катушки главных полюсов, как правило, наматывают круглып проводом. При пробое изоляции на корпус поврежденное место можно изолировать новой изоляцией, промазать лаком, а сверх}' эмалью. При витковом замыкании не всегда удается размотать катушку и изолировать витки, замкнутые накоротко. При размотке катушки, которая пропитана лаками, повреждается целая витковая изоляция и намотать этим же проводом катушку не всегда удается. Поэтому часто изготовляют новую катушку.
Технологический процесс изготовления катушек состоит из операции намотки, изолировки, пропитки, сушки и контроля. Катушки можно наматывать на намоточный шаблон, на каркас или непосредственно на изолированный полюс. Катушки, наматываемые на шаблон, называют бескаркасными. Шаблон служит только для намотки. Катушки, наматываемые на каркас, называются каркасными. Одновременно с каркасом они проходят все дальнейшие операции и вместе с каркасом их надевают на полюс машины.
Наибольшее «применение находят бескаркасные катушки. Намотку таких катушек проводят на станках различной конструкции, но они должны иметь механизм раскладки провода. При отсутствии на станке механизма раскладки намотку выполняют на невысоких оборотах, а раскладку — вручную. На рис. 13-1 показаны шаблон, который состоит из сердечника 2 и двух щек 3 и 4. Шаблон прикреплен к планшайбе станка втулкой 1. Размеры шаблона по ширине и длине должны соответствовать размерам катушки с учетом припуска на изоляцию и неплотности намотки. В щеках шаблона имеется шесть пазов для скрепления катушки после намотки. Щека 4 крепится клином 5 к сердечнику 2.
При намотке раскладчик станка производит рядовую раскладку провода, передвигаясь за один оборот шаблона на расстояние, равное диаметру наматываемого провода. При намотке ступенчатых катушек для образования ступеней между щекой шаблона и рядами витков можно установить закладные кольца. В ответственных машинах для достижения монолитности витков при намотке ряды катушек промазывают клеящими лаками. Намотанные катушки перевязывают в нескольких местах лентой, снимают с шаблона и припаивают наконечники. Затем накладывают часть изоляции, называемую стягивающим слоем, которым служит для предохранения витков от сдвига, и расклинивают внутреннее отверстие деревянными клиньями.
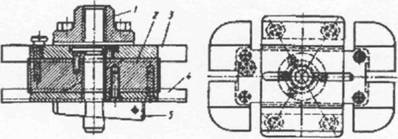
Рис. 13-1. Шаблон для намотки катушки полюса
Если катушке необходимо придать определенный радиус для плотного ее прилегания к корпусу индуктора после сборки, то изготовляют специальный шаблон, имитирующий часть индуктора, и закрепляют в нем катушку. В таком виде катушку пропитывают лаком. После пропитки клинья выбивают из неостывшей катушки, на катушку накладывают остальные слои наружной изоляции и повторяют пропитку. Повторная пропитка предназначена для заполнения пор наружной изоляции и воздушных промежутков между ее слоями.
Заключительные операции изготовления катушек — зачистка выводных концов, маркировка и контроль. Зачистку выводных концов от пленки лака, образовавшейся при пропитке, проводят вручную металлической щеткой. Около каждого вывода проставляют буквы «Н» или «К», означающие начало и конец намотки. Контроль катушек заключается в проверке габаритных размеров, активного сопротивления, количества витков, отсутствия межвитковых замыканий.
14. Сборка электрических машин постоянного тока после ремонта
Сборка индуктора предусматривает установку и крепление в корпусе главных и добавочных полюсов с катушками, соединение катушек по электрической схеме, изолировку меж катушечных соединений и проверку правильности соединений.
До установки в корпус на сердечники главных и добавочных полюсов помещают катушки. Для предохранения от истирания изоляции катушек о сердечник катушки раскрепляют на полюсе и между полюсом и корпусом. Каждый полюс помещают на прежнее место согласно разметке, сделанной при разборке магнитной системы. Корпус располагают вертикально. Сердечники полюсов с катушками вручную или подъемный механизмом заводят внутрь корпуса и завертывают болты. Болты затягивают поочередно торцовыми ключами. Полюса должны всей поверхностью примыкать к корпусу. Катушки главных и добавочных полюсов соединяют между собой согласно электрической схеме, эскиз которой сделан при разборке. Для правильного чередования полярности полюсов начала катушек Н2—Н5 и концы К1—Кб соединяют, как показано на рис. 14-1. Соединения изолируют несколькими слоями стеклолакоткани или другой аналогичной изоляцией и стеклянной лентой. Места изолирования промазывают эмалью и сушат. Изоляцию выводных кабелей в местах выхода из корпуса машины предохраняют резиновыми или деревянными втулками, которые устанавливают в корпус.
В собранном индукторе проверяют правильность чередования полярности полюсов. Схема проверки правильности чередования полярности главных полюсов с обмоткой возбуждения показана на рис. 14-1. К выводам HI—Н6 обмотки подключают постоянный ток.
Внутрь индуктора вводят компас или иголку, подвешенную за середин)7 на нити, и поочередно подносят к каждому5 полюсу. Полярность полюсов должна чередоваться. Также проверяют чередо вание полярности дополнительных полюсов. Необходимо также, чтобы чередование полярности главных полюсов относительно чередования полярности дополнительных полюсов было вполне определенным.
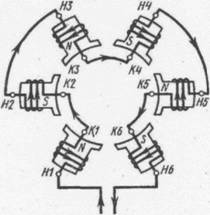
Рис. 14-1. Схема соединения катушек полюсов
Чередование полярности главных и добавочных полюсов зависит от направления вращения якоря и режима работы машины (в качестве двигателя или итератора). У генераторов, если смотреть по направлению вращения якоря, после главного полюса имеется добавочный полюс другой полярности, а у двигателя — добавочный полюс той же полярности. При расположении на одном полюсе нескольких катушек их намагничивающие силы можно направить согласно или встречно в зависимости от схемы машины.
Затем собирают подшипниковый щит, устанавливаемый со стороны коллектора, с комплектом щеткодержателей и щеток. Траверсу, пальцы щеткодержателей, щеткодержатели устанавливают по меткам.
После сборки индуктора, щита и якоря проводят сборку машины. Якорь заводят в машину вручную или с помощью приспособления и опускают на полюса. Затем надевают с обеих сторон подшипниковые щиты, наживляют болты и, заворачивая их, обеспечивают смыкание замков щита и корпуса. При этом для облегчения смыкания замков можно слегка приподнимать щит.
В крышках подшипников на 2/з заполняют смазкой камеру под смазку, устанавливают крышку на место и заворачивают болты. На коллектор опускают щетки, выставляют их на коллекторе в аксиальном направлении и регулируют нажатие пружин. После установки производят их притирку. Собранные машины подвергают испытаниям. Изоляцию машин постоянного тока испытывают напряжением промышленной частоты.
Похожие работы
... 1. По роду тока. 2. По числу фаз. 3. По режиму работы (кратковременный, продолжительный, повторно-кратковременный). 4. По технологическому назначению электроприемники делятся: · Механическое оборудование (электродвигатели станков и других технологических механизмов). · Грузоподъемное оборудование (электро краны, кран балки (тельферы), электротали). · Внутрицеховой ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
... Т.о. окончательно принимаем nґв=42. Произведенный расчет выполнен в соответствии с действующими нормативными документами и инструкциями по ПТЭ и ПТБ ООО «Пальмира». 3. Тепловые расчеты 3.1 Определение теплопотерь через ограждения цеха по производству хлебобулочных изделий 3.1.1 Определение теплопотерь через наружные стены В данной работе при определении тепловых потерь через наружные ...
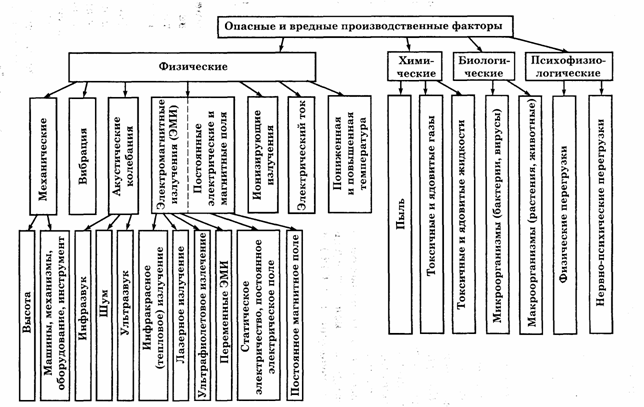

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
0 комментариев