Повреждения и ремонт шинопроводов и электрооборудования силовых и осветительных распределительных пунктов сетей и установок
Ремонт кабелей с поливинилхлоридной оболочкой
Разборка электрических машин
Механический ремонт деталей и узлов
Ремонт обмоток фазных роторов
Ремонт обмоток короткозамкнутых роторов сборка и испытания АД после ремонта
Разборка ДПС и их дефектация
Ремонт обмоток якоря из круглого провода
Ремонт обмоток якорей из прямоугольного провода
Ремонт обмоток полюсов
Виды и причины повреждений пускорегулирующей аппаратуры
Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Ремонт рубильников и реостатов
Навигация
Ремонт кабелей с поливинилхлоридной оболочкой
Ремонт внутрицеховых электросетей и источников освещения
97052
знака
0
таблиц
23
изображения
4. Ремонт кабелей с поливинилхлоридной оболочкой
Ремонт повреждений поливинилхлоридного защитного шланга кабеля марки ААШа.
Ремонт повреждений защитного шланга (порывы, задиры, проколы и др.) проводят сваркой в струе горячего воздуха. При открытой прокладке кабеля ремонт шланга можно также производить подложкой не менее чем в два слоя липкой' поливинилхлоридной лентой с 50 %-ным перекрытием и с промазкой поливинилхлоридньм лаком № 1.
Ремонт поливинилхлоридного шланга сваркой в струе горячего воздуха (при температуре 170—200 °С) производят с применением сварочного пистолета с электрическим подогревом воздуха или газовоздушным пистолетом. При этом сжатый воздух подводится давлением 0,99 • 104—3,9 • 104 Па (0,1—0,4 кгс/см2) от компрессора, баллона со сжатым воздухом, переносимого с ручным насосом. В качестве присадки при сварке применяют поливинилхлоридный пруток диаметром 4—6 мм.
Перед сваркой места, подлежащие ремонту, очищают и обезжиривают бензином, кабельным ножом вырезают посторонние включения и срезают в местах повреждения шланга выступающие края и задиры.
Для ремонта проколов, небольших отверстий и раковин место повреждения в шланге и конец присадочного прутка прогревают 3—5 с струей горячего воздуха, затем струю отводят, пруток прижимают и приваривают в месте разогрева. После охлаждения, убедившись в прочности приварки прутка путем легкого его подергивания, пруток отрезают.
Для ремонта шланга, имеющего щели, прорези и вырезы, конец присадочного прутка приваривают к целом}' месту шланга на расстоянии 1—2 мм от места повреждения. Убедившись в прочности приварки, направляют струю воздуха так, чтобы одновременно прогревались нижняя часть присадочного прутка и обе стороны прорези или щели: Приварку прутка заканчивают на целом месте шланга на расстоянии 1—2 мм от повреждения. Затем ножом срезают выступающие поверхности прутка и выравнивают сваренный шов.
Разрывы шланга ремонтируют с применением поливинилхлоридных заплат или разрезных манжет. Заплату изготовляют из пластиката так, чтобы края ее на 1,5—2 мм перекрывали место разрыва. Для ремонта шланга с применением разрезной манжеты отрезают кусок поливинилхлоридной трубки на 35—40 мм больше длины поврежденного места, трубку разрывают вдоль и надевают ее на кабель симметрично месту повреждения.
5. Ремонт концевых заделок, соединительных и концевых муфт
В кабельных сетях напряжением 1 —10 кВ наибольшее применение получили концевые заделки в стальных воронках, эпоксидные и сухие. Если концевая заделка сухая и в стальной воронке имеются незначительные повреждения изоляции жил в результате пробоя между жилами или на корпус воронки, заделку можно ремонтировать, проверить изоляцию кабеля на влажность, вы полнить новую изоляцию жил и восстановить заделку. Наличие влаги определяют в парафине указанным выше способом.
Концевые заделки внутренней установки из эпоксидного компаунда (например, типа КВЭ), ремонтируемые с применением эпоксида для отливки корпуса, применяют для оконцевания силовых кабелей напряжением до 10 кВ внутри помещений всех видов во всех районах страны (в зависимости от исполнения заделки). Их применяют и для наружных установок при условии полной защиты заделки от непосредственного действия атмосферных осадков, запыления и солнечных лучей. Эти заделки обладают высокой герметичностью и химической стойкостью и могут устанашшватъся в любом положении.
Заделки с эпоксидным корпусом конической формы применяют нескольких исполнений с трубками из нейритовой резины на жилах (для сухих помещений); с двухслойными трубками на жилах (нижний слой из поливинилхлорида, верхний — из полиэтилена); заделки такого исполнения применяют в сырых помещениях и в районах с тропическим и субтропическим климатом и др.
Методы восстановления герметичности эпоксидных заделок. Нарушение герметичности (течь пропитывающего состава) может возникнуть при несоблюдении размеров и указаний по обезжири ванию, плохой обработке поверхности найритовых или двухслойных трубок и несоблюдении других технологических указаний. В ряде случаев герметичность эпоксидных заделок может быть восстановлена следующими способами:
а) при течи пропитывающего состава по кабелю в месте окончания корпуса заделки; при этом способе обезжиривают нижнюю часть заделки на участке 40—50 мм и на таком же расстоянии участок брони или оболочки (для небронированных кабелей). На обезжиренный участок корпуса заделки и примыкающий к нему участок кабеля шириной 15—20 мм накладывают двухслойную подмотку из смазанной эпоксидным компаундом хлопчатобумажной ленты. Устанавливается ремонтная форма, заливка которой производится тем же эпоксидным компаундом, из которого вы полнен корпус заделки;
б) при нарушении герметичности в месте выхода жил из корпуса заделки; при этом способе обезжиривают верхнюю плоскую часть корпуса заделки и участки трубок или подмотки жил длиной 30 мм, примыкающие к корпусу; устанавливают съемную ремонтную форму, размеры которой выбирают в зависимости от типоразмера заделки. Форму заливают компаундом так же, как и в предыдущем случае. При нарушении герметичности на жилах обезжиривают дефектный участок трубки или подмотки жилы и накладывают ремонтную двухслойную подмотку из хлопчатобумажных лент с обильной обмазкой эпоксидным компаундом каждого витка подмотки;
в) при нарушении герметичности в месте примыкания трубки или подмотки к цилиндрической части наконечника; при этом способе обезжиривают поверхность бандажа и участок трубки или подмотки жилы длиной 30 мм. На обезжиренные участки накладывают двухслойную подмотку из хлопчатобумажных лент с обильной обмазкой компаундом каждого витка подмотки. Поверх под мотки накладывают плотный бандаж из крученого шпагата и также обмазывают эпоксидным компаундом.
Ремонт соединительных и концевых муфт. Повреждения в соединительных муфтах обычно возникают в результате электрического пробоя между жилами кабеля или в случае проникновения влаги под оболочку, повреждения поясной и жильной изоляции. В перечисленных случаях соединительная муфта подлежит, как правило, замене на новую. Дефектную муфту вырезают и вместо нее устанавливают новую за счет спрямления проложенного кабеля, который по своей длине должен иметь запас. Иногда, если муфта находится вблизи концевой заделки и нет запаса кабеля, целесо образно заменить этот участок кабеля на новый.
При незначительных повреждениях изоляции или оболочки кабеля, например при пробое изоляции жилы на корпус муфты, ремонт кабеля осуществляют без замены муфты при условии, что изоляция не увлажнена. Муфту демонтируют, выплавляют заливочную массу, при достаточной слабине жил их разводят, снимают заводскую изоляцию и восстанавливают ее, как при монтаже новых муфт. Для кабелей, проложенных открыто в цехах (каналах, полках), возможны повреждения брони, которую удаляют., а оставшуюся часть свинцовой оболочки покрывают антикоррозийным составом.
При ремонте соединительных муфт иногда можно избежать Применения вставок кабеля, используя новые муфты большей длины (удлиненные), дающие возможность увеличить длину раз делки кабеля. При выходе из строя концевой муфты ее вырезают или демонтируют, затем проверяют изоляцию кабеля на содержание влаги. Если влага не проникла внутрь кабеля, ограничиваются монтажом новой или ремонтом поврежденной муфты. Если установлено, что штага проникла внутрь кабеля, дефектный отрезок вырезают и монтируют новую концевую муфту. После ремонта кабельных линий их испытывают.
Похожие работы
... 1. По роду тока. 2. По числу фаз. 3. По режиму работы (кратковременный, продолжительный, повторно-кратковременный). 4. По технологическому назначению электроприемники делятся: · Механическое оборудование (электродвигатели станков и других технологических механизмов). · Грузоподъемное оборудование (электро краны, кран балки (тельферы), электротали). · Внутрицеховой ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
... Т.о. окончательно принимаем nґв=42. Произведенный расчет выполнен в соответствии с действующими нормативными документами и инструкциями по ПТЭ и ПТБ ООО «Пальмира». 3. Тепловые расчеты 3.1 Определение теплопотерь через ограждения цеха по производству хлебобулочных изделий 3.1.1 Определение теплопотерь через наружные стены В данной работе при определении тепловых потерь через наружные ...
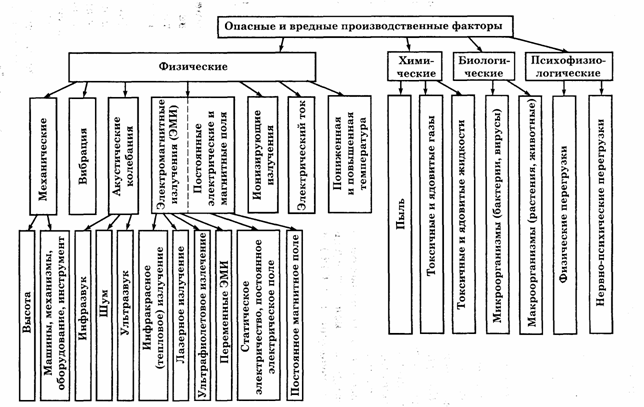

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
0 комментариев