Повреждения и ремонт шинопроводов и электрооборудования силовых и осветительных распределительных пунктов сетей и установок
Ремонт кабелей с поливинилхлоридной оболочкой
Разборка электрических машин
Механический ремонт деталей и узлов
Ремонт обмоток фазных роторов
Ремонт обмоток короткозамкнутых роторов сборка и испытания АД после ремонта
Разборка ДПС и их дефектация
Ремонт обмоток якоря из круглого провода
Ремонт обмоток якорей из прямоугольного провода
Ремонт обмоток полюсов
Виды и причины повреждений пускорегулирующей аппаратуры
Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Ремонт рубильников и реостатов
Навигация
Ремонт обмоток фазных роторов
Ремонт внутрицеховых электросетей и источников освещения
97052
знака
0
таблиц
23
изображения
8. Ремонт обмоток фазных роторов
Двигатели с фазным ротором предназначены для привода механизмов, требующих плавного регулирования частоты вращения вниз от номинальной, а также механизмов с особо тяжелыми условиями пуска. В серии А2 двигатели с фазным ротором выпускались начиная с габарита 4 и выше, а в серии 4А выпускают, начиная с высоты оси вращения 160 мм и выше. В серии А2 обмотка роторов всыпная из круглого провода, многовитковая из прямоугольного провода и стержневая. В серии 4А обмотка выполняется всыпной или стержневой. Пазы под обмотку показаны на рис. 8-1.
Ремонт всыпных обмоток роторов в некоторых приемах работы подобен ремонту всыпных обмоток статоров. Перед началом укладки ротор осматривают и производят изолировку нажимных шайб, обмоткодержателей и пазов. На шайбы накладывают два слоя изоляции в виде полосок, а обмоткодержатели обертывают несколькими слоями ленты. В пазы укладывают пазовую изоляцию в виде простынок.
Намотку катушечных групп производят на шаблоны. Порядок укладки катушек и заведение проводов в пазы такой же, как и у статоров. После укладки забивают клинья. Лобовые части роторов бандажируют, и ротор отправляют на пропитку.
Ремонт стержневой обмотки отличается от ремонта всыпной обмотки. Если стержневая обмотка на торцах сварена, то разобрать ее так, чтобы сохранить стержни для ремонта, нельзя.
При сварке стержни на концах расплавляются и теряют свою форм}'. При ремонте таких роторов требуется новый комплект обмоток. Если стержневая обмотка на торцах пропаяна мягким припоем, то ее можно распаять, извлечь стержни и восстановить их.
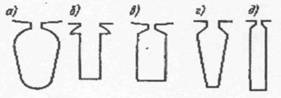
Рис. 8-1. Пазы роторов электродвигателей серии 2А (а, б, в) и 4А (г, д): а, г - для всыпания обмотки из круглого провода; б - для многовитковой обмотки из прямоугольного провода; в, д - для стержневой обмотки
Ротор с запаянными стержнями разбирают в следующем порядке. Горячим паяльником нагревают хомутики 14 на концах стержней 17 (рис. 8-2) и снимают их. Таким образом распаивают ротор с двух сторон. Затем начинают выпрямлять стержни с одной стороны ротора, пользуясь двумя ключами. Ключ 15 надевают на прямую часть стержня и удерживают его, а ключ 16 надевают на лобовую часть и разгибают ее. Первые стержни нельзя разогнуть полностью, так как этому мешают лежащие рядом стержни; поэтому стержень разгибают только на расстояние, равное расстоянию между стержнями, второй — на двойное расстояние и т. п. Затем такими же приемами разгибают концы стержней, на которых были надеты соединительные хомутики. Стержни разгибают с одной стороны и извлекают из пазов с другой стороны. Извлечение стержней из пазов требует значительных усилий, поэтому его выполняют специальным приспособлением (рис. 8-3), которое закрепляется на валу 4 хомутом 5
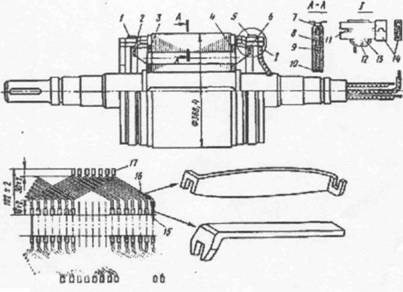
Рис. 8-2. Ротор со стержневой обмоткой
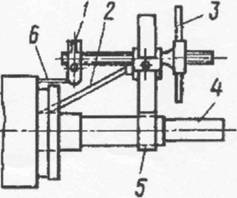
Рис.8-3.Приспособление для извлечения стержней из пазов ротора и распоркой 2. Конец извлекаемого стержня 6 закрепляют в зажиме 1, установленном на винте. При вращении гайки 3 винт вытягивает стержень из паза сердечника. Таким образом разбирают верхний и нижний ряды.
Восстановление стержней состоит из операций снятия старой изоляции, зачистки концов от припоя, отжига, рихтовки, наложения новой изоляции. Отжиг необходим для снятия наклепа. Его проводят при температуре 350 °С и затем охлаждают стержни в воде.
На прямолинейную часть стержней наносят изоляцию в виде промазанной клеем простынки, которой туго обворачиваюг прямолинейную часть, а затем запекают. Лобовые части изолируют лентами. Необходимо ленты накладывать так, чтобы обеспечить хороший стык между простынкой и лентой.
Укладку стержней начинают с изоляции сердечника (см. рис. 8-2). На нажимные шайбы 3 и 4 накладывают в два слоя полоски изоляции, а обмоткодержатели 2 и 6 обертывают двумя слоями изоляции в виде полосок 13 и закрепляют лентой 12. В паз устанавливают стеклотекстолитовую прокладку 10 и электроизоляционный картон 8 толщиной 0,13 мм для предохранения стержней при
укладке. Стержни поступают на укладку с одной изогнутой лобовой частью. Перед заведением в пазы стержни натирают парафином для уменьшения усилия при заведении и сохранности изоля ции. Сначала с торца заводят нижний ряд, осаживают его и накладывают временный бандаж на изогнутые концы. Затем делают гибку вторых концов с помощью двух ключей, используя те же приемы работы, что и при разгибании.
После гибки временный бандаж снимают, устанавливают изоляцию между слоями лобовых частей 1 1 и бандажируют ее. В пазы между слоями помещают прокладку 9. Затем с другой стороны заводят стержни верхнего ряда. В каждый паз забивают пазовые клинья 7 и изгибают лобовые части такими же приемами, как и стержни нижнего ряда. Верхние и нижние стержни соединяют хомутиками 14. К трем стержням нижнего ряда, являющимся началом фаз, хомутиками присоединяют три кабеля, которые выводят через три наклонных отверстия и центральное отверстие вала для соединения с контактными кольцами. Три верхних стержня, являющихся концами фаз, соединяют в звезд}' с нулевой шиной
Для того чтобы не создавать неуравновешенности ротора, три выводных конца и соединение нулевых стержней располагают под углом 120°. При укладке следует учитывать, что стержни верхнего ряда имеют более длинные лобовые части, так как их укладывают по большем}7 диаметру, чем нижние.
В собранном роторе выполняют пайку хомутиков (паяльником или в ванне), накладывают бандажи и отправляют на пропитку. При полной смене обмотки ротора ее испытывают напряжением промышленной частоты согласно данным, приведенным ниже.
Похожие работы
... 1. По роду тока. 2. По числу фаз. 3. По режиму работы (кратковременный, продолжительный, повторно-кратковременный). 4. По технологическому назначению электроприемники делятся: · Механическое оборудование (электродвигатели станков и других технологических механизмов). · Грузоподъемное оборудование (электро краны, кран балки (тельферы), электротали). · Внутрицеховой ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
... Т.о. окончательно принимаем nґв=42. Произведенный расчет выполнен в соответствии с действующими нормативными документами и инструкциями по ПТЭ и ПТБ ООО «Пальмира». 3. Тепловые расчеты 3.1 Определение теплопотерь через ограждения цеха по производству хлебобулочных изделий 3.1.1 Определение теплопотерь через наружные стены В данной работе при определении тепловых потерь через наружные ...
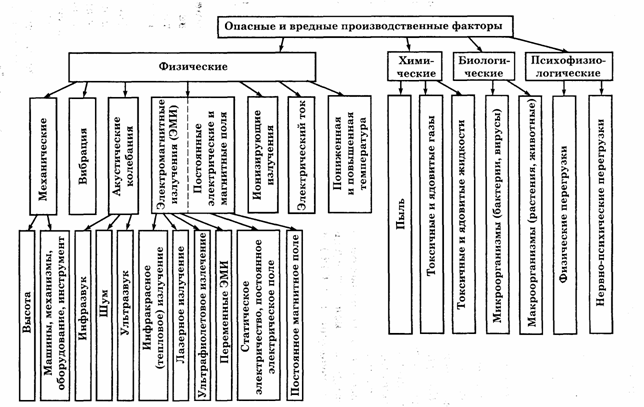

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
0 комментариев