Повреждения и ремонт шинопроводов и электрооборудования силовых и осветительных распределительных пунктов сетей и установок
Ремонт кабелей с поливинилхлоридной оболочкой
Разборка электрических машин
Механический ремонт деталей и узлов
Ремонт обмоток фазных роторов
Ремонт обмоток короткозамкнутых роторов сборка и испытания АД после ремонта
Разборка ДПС и их дефектация
Ремонт обмоток якоря из круглого провода
Ремонт обмоток якорей из прямоугольного провода
Ремонт обмоток полюсов
Виды и причины повреждений пускорегулирующей аппаратуры
Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Ремонт рубильников и реостатов
Навигация
Виды и причины повреждений пускорегулирующей аппаратуры
Ремонт внутрицеховых электросетей и источников освещения
97052
знака
0
таблиц
23
изображения
15. Виды и причины повреждений пускорегулирующей аппаратуры
Пускорегулирующая аппаратура имеет следующие виды повреждений: чрезмерный нагрев катушек пускателей, контакторов и автоматов, межвитковые замыкания и замыкания на корпус катушек; чрезмерный нагрев и износ контактов; неудовлетворительная изоляция; механические неполадки.
Причина опасного перегрева катушек переменного тока — заклинивание якоря электромагнита в его разомкнутом положении и низкое напряжение питания катушек. При этом магнитная катушка потребляет больший ток, чем при втянутом якоре и нормальном напряжении, вследствие чего она быстро перегревается и выходит из строя.
Межвитковые замыкания могут произойти вследствие климатических воздействий на катушку (повышенная влажность, резкие изменения температуры окружающей среды, наличие в ней вредных для изоляции примесей и т. п.), а также вследствие плохой намотки катушек, особенно если витки, прилегающие к фланцам каркаса катушки, соскальзывают в расположенные ниже слои, вследствие чего возникают относительно большие разности напряжений, повреждающие межвитковую изоляцию. Межвитковые замыкания происходят главным образом в катушках переменного тока, так как у них межвитковые амплитудные напряжения больше, чем у катушек постоянного тока; кроме того, они подвержены усиленным сотрясениям от вибрирующего стального каркаса.
Замыкание на корпус происходит в случае неплотной посадки бескаркасной катушки на железном сердечнике; возникающие в системе вибрации приводят к перетиранию изоляции катушки и ее отводов, вследствие чего происходит замыкание на заземленный стальной корпус аппарата.
На нагрев контактов влияют токовая нагрузка, давление, размеры и раствор контактов, а также условия охлаждения и окисление их поверхности, механические дефекты в контактной системе. При сильном нагреве контактов повышается температура соседних частей аппарата и, как следствие, разрушается изоляционный материал. При неблагоприятных условиях гашения электрической дуги контакты окисляются. Па соприкасающихся поверхностях образуется плохо проводящий слой.
Износ контактов зависит от силы тока, напряжения и продолжительности горения электрической дуги между контактами, частоты и продолжительности включений, качества и твердости материала. Установлено, что в пределах твердости НВ 30—90 (по Бринеллю) интенсивность обгорания резко убывает, а при более высокой твердости снижается незначительно, поэтому упрочнять материал контактов свыше указанного предела нецелесообразно.
На степень обгорания влияет форма и размер контактов. При слишком большой ширине контактов (более 30 мм) боковая составляющая тока и магнитное поле в контакте сильно увеличиваются, электрическая дуга «вторгается» в стенку дугогасительной камеры и остается в этом положении, разрушая контакты и стенки камеры.
Неисправность изоляции проявляется в виде образования на ее поверхности токов утечки (пробои изоляции очень редки), поэтому необходимо защищать ее от скопления грязи и пыли. Большая часть всех неисправностей вызывается увлажнением изоляции и ее нарушением во время строительно-монтажных работ и транспортировки.
Механические неполадки в аппаратах возникают в результате образования ржавчины, механических поломок осей, пружин, подшипников и других конструктивных элементов. Механические неполадки, вызванные износом или усталостными явлениями, происходят из-за плохой смазки подвижных частей, скапливания влаги, применения в конструкциях, работающих на удар, материалов либо очень хрупких, либо мягких.
16. Ремонт и регулировка контактов и механических деталей контактора
Перед ремонтом осматривают все основные части контактора, чтобы установить, какие детали подлежат замене и восстановлению. Лучше всего пользоваться заводскими запасными частями и лишь в случае их отсутствия изготовлять новые. Ремонт контакторов сводится прежде всего к восстановлению контактов. При небольшом обгорании контактной поверхности ее очищают от копоти и наплывов обычным личным напильником и стеклянной бумагой. Зачистку нужно производить осторожно, снимая небольшой слой металла. Смазывать контактные поверхности не рекомендуется, так как при возникновении дуги смазка сгорает и загрязняет поверхность, ухудшая условия работы контакта. Однако если поверхность контактов покрыта слоем серебра, чистить их напильником не рекомендуется. В случае сильного обгорания контактов необходима их замена. Для изготовления контактов применяют медные цилиндрические или фасонные прутки из твердой меди марки М-1.
Контакты (рис. 16-1) в виде заклепок (а), винтов (б), болтов (в) и гаек (г) изготовляют обточкой на токарных, токарно-револьверных или токарно-винторезных станках. Профили новых контактов контакторов и контроллеров (рис. 16-2) для плавного перекатывания контакта должны строго соответствовать профилю поверхности сменяемого контакта.
При изготовлении этих контактов пруток зажимают в машинные тиски или специальное приспособление с губками данного профиля и -на горизонтально-фрезерном станке разрезают на требуемые отрезки. При этой операции важно обеспечить параллельность сторон и точный размер ширины отрезаемого профиля (±0,2); образовавшиеся на заготовке заусенцы опиливают напильником и лишь после этого в заготовке сверлят или нарезают резьбу.
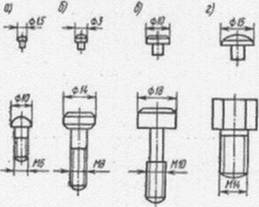

Рис. 16-1. Виды контактов
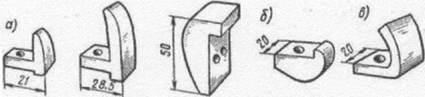
Рис. 16-2. Медные контакты из прутков фасонных сечений (профилей):
а — подвижные контакты контакторов; б — неподвижный контакт барабанного контроллера; в— контакт контактора КП-1
После ремонта контактной системы проводят ее регулировку. Регулировка работы контактной системы является одной из наиболее ответственных операций ремонта, от которой зависит нормальная работа аппарата. Контакты различного назначения должны включаться и отключаться в установленной последовательности, а контакты фаз, выполняющих одну функцию, должны срабатывать одновременно. Если в процессе регулирования начальные нажатия при новых конгактах не укладываются в нормируемые заводом пределы, необходимо сменить соответствующие контактные пружины. Степень нажатия контактов проверяют в двух положениях — когда они разомкнуты (начальное нажатие) и когда замкнуты (конечное нажатие).
При ремонте контакторов придерживаются паспортных величин нажатия контактов. Отклонение от них в ту или иную сторону может привести к неустойчивой работе контактора, вызывая его перегрев и сваривание контактов.
Похожие работы
... 1. По роду тока. 2. По числу фаз. 3. По режиму работы (кратковременный, продолжительный, повторно-кратковременный). 4. По технологическому назначению электроприемники делятся: · Механическое оборудование (электродвигатели станков и других технологических механизмов). · Грузоподъемное оборудование (электро краны, кран балки (тельферы), электротали). · Внутрицеховой ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
... Т.о. окончательно принимаем nґв=42. Произведенный расчет выполнен в соответствии с действующими нормативными документами и инструкциями по ПТЭ и ПТБ ООО «Пальмира». 3. Тепловые расчеты 3.1 Определение теплопотерь через ограждения цеха по производству хлебобулочных изделий 3.1.1 Определение теплопотерь через наружные стены В данной работе при определении тепловых потерь через наружные ...
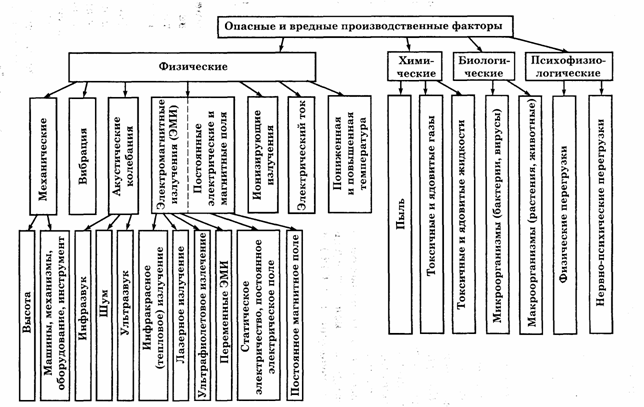

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
0 комментариев