Повреждения и ремонт шинопроводов и электрооборудования силовых и осветительных распределительных пунктов сетей и установок
Ремонт кабелей с поливинилхлоридной оболочкой
Разборка электрических машин
Механический ремонт деталей и узлов
Ремонт обмоток фазных роторов
Ремонт обмоток короткозамкнутых роторов сборка и испытания АД после ремонта
Разборка ДПС и их дефектация
Ремонт обмоток якоря из круглого провода
Ремонт обмоток якорей из прямоугольного провода
Ремонт обмоток полюсов
Виды и причины повреждений пускорегулирующей аппаратуры
Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Ремонт рубильников и реостатов
Навигация
Механический ремонт деталей и узлов
Ремонт внутрицеховых электросетей и источников освещения
97052
знака
0
таблиц
23
изображения
7 Механический ремонт деталей и узлов
У валов электрических машин возможны следующие дефекты: повреждение выходного конца вала; износ шеек под подшипники; искривление оси; ослабление посадки сердечника; выработка шпоночных канавок. Износ посадочных поверхностей и задиры происходят при съеме напрессованных на вал деталей; из-за ослаблении посадки в период эксплуатации, а также усилий, возникающих и процессе работы и износа подшипников. При небольшом количестве задиров и забоин выступающие места сошлифовывают. Если дефекты превышают 20 % посадочной поверхности, то вал ремонтируют, наплавляя металл электросваркой или методом металлизации.
При наплавлении электросваркой для уменьшения коробления пала наплавляемые валики располагают параллельно оси, и каждый последующий валик накладывают диаметрально противоположно предыдущему. Места, имеющие уступы, стачивают на конус для уменьшения возможных термических напряжений (рис. 7-1, а). После наварки вал обрабатывают на токарном станке и шлифуют. При обработке вала необходимо обеспечить соосность поверхности выходного конца вала, шеек под посадку подшипников и поверхности под посадку сердечника, а если наплавка производится с сердечником, то необходимо обеспечить соосность с наружной поверхностью сердечника.
Искривление валов встречается обычно у электродвигателей малой мощности. Валы правят на гидравлических или винтовых прессах после выпрессовки из сердечника или без разборки. Вал 1 (рис. 7-1, б) устанавливают концами на призмы 4 и с помощью индикатора 2 определяют величину и направление прогиба. Располагая выпуклую часть вверх против штока пресса 3, производят правку за несколько приемов. После каждого нажима пресса индикатором контролируют биение и при его значении 0,05 — 0,1 мм правку прекращают.
В шпоночных соединениях изнашиваются шпонки и шпоночные пазы. Изношенные шпонки заменяют новыми. Разработанный шпоночный паз можно восстановить электродуговой сваркой и по следующей механической обработкой. Можно перейти на больший размер шпонки с соответствующим изменением шпоночного паза на валу и ответной детали.
При изготовлении ступенчатой шпонки (рис. 7-1, в) шпоночный паз на ответной детали можно сохранить прежним. При необходимости может быть профрезерован новый шпоночный паз на валу со смещением его на четверть окружности относительно старого. Выбор способа восстановления зависит от возможностей ремонтного участка.
Роторы с ослабленной посадкой сердечника ремонтируют путем замены вала на новый или восстановлением посадочной поверхности. Посадочную поверхность увеличивают путем напыления или накатки (рис. 7-1, г). Шаг накатки выбирают в зависимости от диаметра вала. После накатывания первоначальный диаметр увеличивается на 0,25—0,5 мм. Накатанную поверхность шлифуют, выдерживая заданный размер.
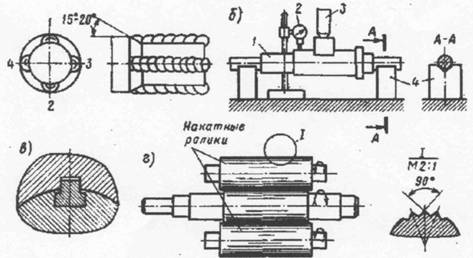
Рис. 7-1. Исправления дефектов валов
Валы небольших размеров, имеющие серьезные дефекты, целесообразно заменять новыми, изготовленными в ремонтном цехе. После исправления дефектов и сборки роторы подвергают балансировке.
Корпуса электрических машин повреждаются относительно редко. Наиболее распространены следующие дефекты: отлом лапы у чугунной станины; износ или срыв резьбовых отверстий; износ посадочных мест под щиты; появление трещин. Приварку отломанных частей и заварку трещин производят электродуговой сваркой. Перед заваркой трещин деталь очищают от ржавчины и обезжиривают. На концах трещин засверливают отверстия, чтобы предотвратить их дальнейшее распространение. При толщине треснувшей стенки более 5 мм зубилом скашивают кромки трещины по всей длине под углом 45—60 °. Для повышения качества заварки необходимо нагреть деталь до температуры 350— 600 °С; перед сваркой и после сварки ее следует медленно охладить.
Износ и срыв резьбы в крепежных отверстиях происходит при многократных сборках и разборках резьбовых соединений или чрезмерно больших моментах затяжки. В стальных корпусах гнезда с изношенной резьбой заваривают электродуговой сваркой, просверливают отверстие и нарезают резьбу того же диаметра. В чугунных или алюминиевых корпусах нарезают резьбу большого диаметра и устанавливают футорку с наружной и внутренней резьбой и стопорят ее штифтом или клеем. Резьбовое соединение со шпилькой можно отремонтировать, нарезав в корпусе резьбу большого диаметра и изготовив шпильку с двумя резьбами разной! диаметра. В алюминиевых корпусах целесообразна замена болтов на шпильки с гайками. Шпильку стопорят в корпусе клеем, устанавливают втулку б и заворачивают гайку 5. В этом случае износ соединения при сборке и разборке значительно уменьшается, так как происходит свинчивание двух стальных деталей.
В подшипниковых щитах может быть износ поверхности под посадку подшипника, поверхности посадки щита на корпус. При износе обеих поверхностей их можно восстановить металлизацией или наплавкой металла электросваркой. Механическую обработку обеих поверхностей проводят при одном установке щита на станке, для того чтобы обеспечить минимальное биение между поверхностями. Ремонт поверхности под посадку подшипника можно осуществить запрессовкой стальной втулки в расточенное отверстие щита. Втулку крепят несколькими стопорными шпильками, которые раскернивают для предотвращения от самоотвинчивания. При механической обработке щит необходимо базировать на поверхность Л или выставлять при креплении по этой поверхности.
Износ посадочных поверхностей на валах, щитах, корпусах и других деталях можно восстанавливать нанесением герметика 6Ф. Герметик 6Ф выпускается в виде листов желтого цвета толщиной до 5 мм. Материал стоек к воздействию воды, щелочи и масел, но растворим в растворителях — ацетоне, толуоле, бензоле, этил-бутилацетате. Он обладает хорошей адгезией к стали, чугуну, алюминиевым и медным сплавам. Для приготовления раствора герметик нарезают мелкими кусочками и помещают в посуду с растворителем на 24 ч. Посуду плотно закрывают и периодически взбалтывают. Вязкость готового раствора должна быть в пределах 33—34 с по вискозиметру ВЗ-4. Срок хранения раствора два-три года в плотно закрытой посуде и затемненном месте.
Для нанесения герметика необходимо зачистить поверхность и обезжирить ее ацетоном. К обезжиренной поверхности прикасаться руками запрещается. Герметик наносят кисточкой и сушат на воздухе не менее 20 мин. При необходимости увеличить слой герметик наносят несколько раз и после каждого раза сушат его на воздухе. Окончательную сушку проводят при температуре 140 °С в течение 2 ч. Герметик обладает хорошими виброгасящими свойствами.
Герметик не токсичен, но при сушке возможно выделение в небольших количествах замещенного фенола и аммиака, поэтому при работе необходимо пользоваться резиновыми перчатками и спецодеждой. Раствор герметика относится к легковоспламеняемым жидкостям.
После капитального ремонта электродвигателей переменного тока без замены обмоток проводят испытания обмоток напряжением промышленной частоты.
Похожие работы
... 1. По роду тока. 2. По числу фаз. 3. По режиму работы (кратковременный, продолжительный, повторно-кратковременный). 4. По технологическому назначению электроприемники делятся: · Механическое оборудование (электродвигатели станков и других технологических механизмов). · Грузоподъемное оборудование (электро краны, кран балки (тельферы), электротали). · Внутрицеховой ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
... Т.о. окончательно принимаем nґв=42. Произведенный расчет выполнен в соответствии с действующими нормативными документами и инструкциями по ПТЭ и ПТБ ООО «Пальмира». 3. Тепловые расчеты 3.1 Определение теплопотерь через ограждения цеха по производству хлебобулочных изделий 3.1.1 Определение теплопотерь через наружные стены В данной работе при определении тепловых потерь через наружные ...
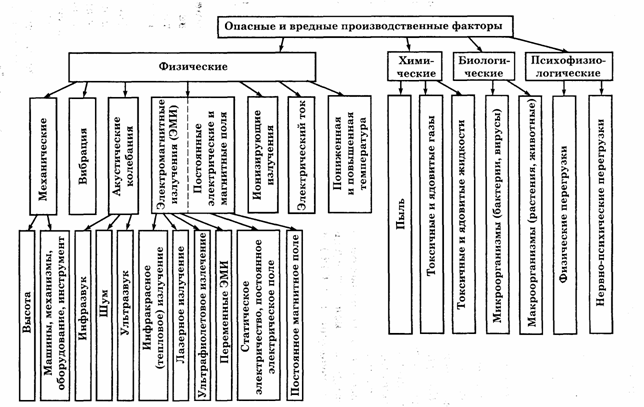

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
0 комментариев