Повреждения и ремонт шинопроводов и электрооборудования силовых и осветительных распределительных пунктов сетей и установок
Ремонт кабелей с поливинилхлоридной оболочкой
Разборка электрических машин
Механический ремонт деталей и узлов
Ремонт обмоток фазных роторов
Ремонт обмоток короткозамкнутых роторов сборка и испытания АД после ремонта
Разборка ДПС и их дефектация
Ремонт обмоток якоря из круглого провода
Ремонт обмоток якорей из прямоугольного провода
Ремонт обмоток полюсов
Виды и причины повреждений пускорегулирующей аппаратуры
Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Ремонт рубильников и реостатов
Навигация
Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Ремонт внутрицеховых электросетей и источников освещения
97052
знака
0
таблиц
23
изображения
17. Ремонт и испытание изоляционных частей, дугогасительных камер, катушек контакторов и магнитных пускателей
Вышедшие из строя изоляционные детали заменяют деталями из штампованной пластмассы (гетинакс, текстолит). Для ремонта дугогасительных камер применяют фибру, так как она меньше всего подвержена действию электрической дуги. Обгоревшие от действия дуги части дугогасителъных камер заменяют, а образовавшиеся неровности на внутренней поверхности сглаживают с помощью смеси из измельченного асбеста и цемента марки 400 или 500.
Рассмотрим определение числа витков и сечения обмотки, Ремонт катушек контакторов — сложная и ответственная операция. Как правило, неисправную катушку заменяют новой. Перед изготовлением новой катушки определяют число витков ее обмотки и диаметр провода. Новое число витков должно точно соответствовать старому. Несоблюдение этого условия может привести к изменению параметров работы контактора. Выбор прежнего диаметра провода необходим для сохранения размеров катушки. Если данные о числе витков и диаметре провода катушки утеряны, пользуются каталожными обмоточными данными.
Рассмотрим пересчет обмоток с одного номинального напряжения на другое. Если необходима перемотка катушки с одного номинального напряжения на другое, то пересчет проводят так:
WJ/W2 = Ui/U2 , ОТКуда W2 = WiU2/ U]
Сечение проводов обмотки обратно пропорционально напряжениям:
S,/S2 - U2/ U] или di2/d22 = IV Ui
откуда cb = di U]/U2 , где wi и wo - число витков катушек; Ui и U2 - напряжение; Si и S2 - сечение провода; dj и d2 - диаметр провода.
Геометрические размеры катушки при пересчете остаются неизменными. Приведенная методика пересчета обмоточных данных применима для всех катушек контакторов и пускателей постоянного и переменного тока.
По конструкции катушки могут быть каркасными и бескаркасными. Каркасные катушки представляют собой каркас, изготовленный из изоляционного материала, на который намотана обмотка. Каркасы могут быть прессованные, сборные или клееные (рис. 17-1). Бескаркасные катушки (рис. 17-2) наматывают на шаблоне, а затем снимают с него и скрепляют витки.
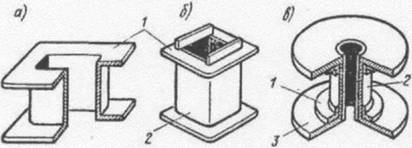
Рис. 17-1. Каркасы катушек: а - прессованные; б - сборные; в - клееные; 1 - щека; 2 - гильза; 3 – шайба
Вышедшую из строя обмотку удаляют с каркаса следующим образом. Катушку зажимают в тиски. Чтобы не повредить каркас, между ним и губками устанавливают смягчающие прокладки. Разрезают ножом провод катушки и удаляют обмотку. Каркас бензином очищают от грязи, лака, масел и вытирают его насухо. При обнаружении на каркасе трещины ее склеивают. Для этого на чистую поверхность трещины наносят последовательно с перерывом 10—15 мин два слоя клея БФ-2. Спустя 5-10 мин после просушки на открытом воздухе стягивают трещину хлопчатобумажной лентой и сушат каркас в печи при температуре 100—110 °С в течение 2 ч. Затем снимают стягивающую хлопчатобумажную ленту.
Затем подбирают намоточный провод и начинают намотку. Конец провода на длине 5 мм зачищают от изоляции и облуживают припоем ПОС-30. В пазы каркаса устанавливают узкопроводящие клеммы и припаивают к ним конец облуженного провода. Место пайки изолируют полоской изоляции. В том случае, когда каркас не имеет токопроводящих клемм, вывод делают монтажным проводом. Для этого монтажный провод и провод намотки спаивают, место пайки изолируют и монтажный провод прибандажируют нитками к гильзе катушки, вывод можно также сделать флажковый (рис. 17-3). Сделав вывод, каркас устанавливают на намоточный станок и производят намотку катушки.
Для установки каркаса на станок в окно устанавливают оправку, которая крепится в центрах станка. В случае, если окно каркаса имеет квадратную форму, каркас можно установить, поджимая конусами. При намотке следят за правильным натяжением провода. Намотка должна быть рядовой, т. е. витки должны располагаться ровными рядами и плотно прилегать друг к другу Между слоями обмотки укладывают межслойную изоляцию из конденсаторной бумаги толщиной 0,02—0,03 мм. Второй вывод катушки делают аналогично первом}.
Бескаркасные катушки наматывают на оправку, имеющую конус 1:100 для удобства снятия катушки после намотки. Выводы выполняют из медных предварительно луженых полосок, имеющих форму, показанную на рис. 17^1. От обмотки их изолируют прокладками. Концы обмоток предварительно крепят к катушке . нитками и припаивают к выводам. Место пайки оборачивают изоляционной прокладкой, имеющей вырез для вертикальной части вывода. После намотки катушки снимают с оправки и изолируют лентами. Сначала накладывают ленты,- обеспечивающие электрическую прочность изоляции, а затем один слой ленты доя предохранения от механических повреждений.
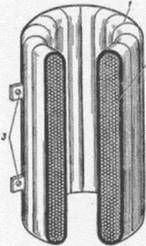

Рис. 17-2, бескаркасная тушка:
1 - киперная лента; 2 - обмотка с межслоевой
изоляцией; 3 - жесткие выводы
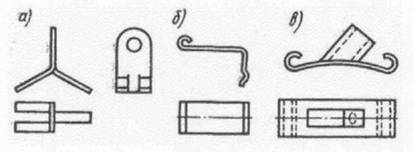
Рис. 17-4. Типы жестких выводов: а —угольник; б -флажок; в - пластинка и гайка
После намотки и изоляции катушек их подвергают пропитке. Технология пропитки аппаратных катушек аналогична технологии пропитки обмоток электрических машин и выполняется очень часто на том же оборудовании. В отдельных случаях несколько 'изменяются режимы пропитки и сушки. Аппаратные катушки по сравнению с обмотками электрических машин имеют большее количество витков и намотаны из более тонкого провода. Поэтом)' проникновение лака в глубь обмотки и сушка его более затруднительны. Наиболее качественная пропитка получается на вакуумпропиточных установках.
После окончания пропитки катушку покрывают покровной .эмалью и крепят к ней табличку с паспортными данными. Готовую катушку необходимо испытать на прочность изоляции переменным напряжением 2000 В при частоте 50 Гц в течение 1 мин. Сопротивление изоляции катушки после испытания должно быть не .менее 0,5 МОм.
Рассмотрим ремонт магнитных пускателей. Этот ремонт по своем}7 характеру мало чем отличается от ремонта контакторов. Особенность ремонта магнитных пускателей — смена неисправных катушек и тепловых элементов. При изготовлении новых катушек необходимо сохранять ее конструкцию (обмоточные данные берут из паспорта). Тепловые элементы пускателей в условиях мастерских ремонтировать трудно, поэтому если тепловой элемент вышел из строя, его обычно заменяют новым, заводским, выбрав его номер по Ш1струкции к пускателю в зависимости от номинального тока двигателя, который будет .включаться данным пускателем.
Рассмотрим теперь проверку и испытание отремонтированной электроаппаратуры. После сборки отремонтированного контактора (пускателя) его проверяют. Если при включении появляется сильный гул, то аппарат отключают и проверяют затяжку болтовых и винтовых соединений, а также пригонку обеих частей магаитопровода. Для этого лист копировальной бумаги копирующей стороной подкладывают к листу белой бумаги и закладывают в разъем магнитопровода. Затем, замыкая контактор вручную, по величине отпечатавшейся на белой бумаге метки определяют степень пригонки магнитопровода. Для нормальной работы контактора поверхность соприкосновения обеих половин должна составлять не меньше 70 % их поперечного сечения.
Для подгонки контактора регулируют механическую систему или отшабривают поверхности соприкосновения вдоль слоев стали. После этого испытывают изоляцию повышенным напряжением промышленной частоты. Величина испытательного напряжения изоляции катушек равна 1000 В, продолжительность испытания — 1 мин.
Кроме того, проверяют затяжку винтов и болтов, легкость и точность хода подвижных частей, отсутствие заеданий в подшипниках и трущихся поверхностях, наличие смазки (там, где это нужно) и отсутствие в аппарате пыли, грязи и посторонних предметов.
Похожие работы
... 1. По роду тока. 2. По числу фаз. 3. По режиму работы (кратковременный, продолжительный, повторно-кратковременный). 4. По технологическому назначению электроприемники делятся: · Механическое оборудование (электродвигатели станков и других технологических механизмов). · Грузоподъемное оборудование (электро краны, кран балки (тельферы), электротали). · Внутрицеховой ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
... Т.о. окончательно принимаем nґв=42. Произведенный расчет выполнен в соответствии с действующими нормативными документами и инструкциями по ПТЭ и ПТБ ООО «Пальмира». 3. Тепловые расчеты 3.1 Определение теплопотерь через ограждения цеха по производству хлебобулочных изделий 3.1.1 Определение теплопотерь через наружные стены В данной работе при определении тепловых потерь через наружные ...
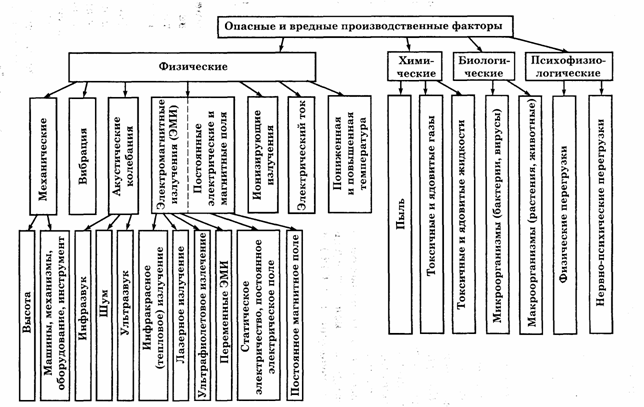

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
0 комментариев