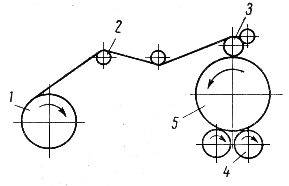
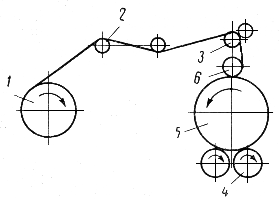
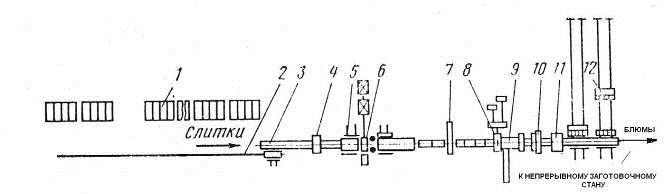
Кинематическая схема механизма
Специальная часть
Выбор источника питания
Выбор контакторов
Расчет токов КЗ, проверка аппаратов защиты на чувствительность
Решение по заземлению электрооборудования механизма
Организация производства
Соединение и оконцевание жил проводов, кабелей сваркой
Техника безопасности при выполнении работ
Расчет амортизационных отчислений
Расчет численности и фонда заработной платы электриков
Расчет численности и фонда заработной платы электриков
Меры безопасности при монтаже
Мероприятия по охране окружающей среды
Навигация
Расчет численности и фонда заработной платы электриков
Электрооборудование сталкивателя
77805
знаков
8
таблиц
6
изображений
4.3 Расчет численности и фонда заработной платы электриков
4.3.1 Расчет численности электриков
На предприятии основная роль принадлежит кадрам, так как, именно, от них зависит, насколько эффективно используются на предприятии средства производства и насколько успешно работает предприятие в целом.
Кадры предприятия – это состав работников обладающих производственно-техническими занятиями, навыком, опытом для осуществления производственного процесса и управления им.
Персонал предприятия – это совокупность физических лиц состоящих с предприятием, как с юридическим лицом в отношениях регулируемых договором найма.
Различают количественный и качественный состав работников предприятия. Качественный состав работников характеризуется стажем работы, полом, возрастом, квалификацией.
На количественный и качественный состав персонала влияют:
· Высокая профессиональная квалификация
· Способность к сотрудничеству, коммуникабельность
· Мобильность
· Способность к обучению
Кадры предприятия по участию в производственной деятельности делятся на:
A. ППП (Промышленно-производственный персонал) Это работники, связанные с выполнением производственного процесса, его обслуживания и управления
B. Непромышленный персонал. Это работники не участвующие в промышленном процессе (Работники общежитий, медицинские работники и др.)
В Свою очередь промышленно производственный персонал по характеру выполняемых функций делится на:
a) Руководители
b) Специалисты
c) Служащие
d) Рабочие (Основные, вспомогательные)
Руководители – это лица, в круг обязанностей которых входит руководство и управление фирмой. В зависимости от выполняемых функций они подразделяются на руководителе высшего, среднего и низкого звеньев.
Специалисты – это лица осуществляющие учет, контроль, оформление документации и другие функции.
К рабочим относят работников предприятия, непосредственно занятых созданием материальных ценностей или оказанием производственных и транспортных услуг. К основным работникам (производственным) относят – тех, которые производят продукцию. К вспомогательным работникам относят – тех, которые занимаются обслуживанием производства.
Персонал электриков цеха состоит из электромонтеров, занимающихся текущим обслуживанием электрооборудования и электромонтеров, проводящих текущие ремонты и средние ремонты.
Количество дежурного персонала рекомендуется принимать 40-60% нормативной численности ремонтного персонала электрослужбы. Норматив численности рабочих электрослужбы определяется видом, количеством и мощностью установленного электрооборудования.
В зависимости от этих показателей рассчитывается количество условных единиц ремонтной сложности (ЕСР). Количество единиц сложности ремонта определяется по категории сложности в зависимости от наличия установленного электрооборудования в цехе. За единицу сложности ремонта (ЕСР) принято электрооборудование, трудозатраты на один текущий ремонт которого составляют 2 чел/часа.
Таблица 4.3.1.1 Расчет количества единиц сложности ремонта электрооборудования
| Наименование и характеристика электрооборудования | Кол (шт/м) | Суммарная мощность (кВт) | Мощность двигателей и силовых тр-ов (кВт) | Количество ЕСР на ед. сложности оборудования | Всего условных единиц в группе |
| Электродвигатель МТНБ12-10У1 60 кВт, 575 об/мин | 1 | 60 | 60 | 4 | 4 |
| Выключатель автоматический А 3716 ФУЗ | 1 | 1 | 1 | ||
| Выключатель автоматический АП505-2МУЗ | 1 | 1 | 1 | ||
| Контактор КТП60236 | 2 | 1 | 2 | ||
| КСО 386-05 | 2 | 3 | 6 | ||
| ЩО – 1 – 33 | 7 | 2 | 14 | ||
| Силовой трансформатор ТМГ 630 кВА 10/0,4 | 2 | 1260 | 630 | 16 | 32 |
| Кабель АВВГ 3х95 | 500 | 0,006 | 3 | ||
| Кабель АВВГ 3х120 | 650 | 0,006 | 3,9 | ||
| ИТОГО | 66,9 |
На основании графы 5 и таблицы 6 (категория сложности ремонтов основных видов электрооборудования) [7 с.13] определяем количество условных единиц сложности ремонта электрооборудования на единицу сложности (гр.5), а затем общее ЕСР (гр.6).
Так, для силового трансформатора (мощностью 630 кВт), будет, 16 × 2 = 32
Аналогично рассчитываем для остальных электроприборов. Суммарное количество условных единиц сложности ремонта электрооборудования в цехе равно сумме ЕСР всех приборов:
4+1+1+2+6+14+32+3+3,9 = 72,9 ЕСР
Нормативная численность составит: Чнрем = 0,067 × 15 = 1 чел.
Списочная численность ремонтного персонала цеха определяется с помощью списочного коэффициента.
Списочный коэффициент определяется на основании построения баланса рабочего времени как отношение номинального времени к фактическому.
Таблица 4.3.1.2 Баланс рабочего времени на 2006 год
| Показатели | Прерывный график (пятидневная рабочая неделя с двумя выходными днями) | Непрерывный трехсменный, четырех бригадный график |
| Календарное время | 365 | 365 |
| Нерабочее время: | 115 | |
| в том числе | ||
| - выходные дни | 104 | |
| - праздничные дни | 11 | |
| Номинальное время | 250 | 365*3/4=274 |
| потери всего | 36 | 36 |
| в том числе | ||
| - отпуска | 30 | 30 |
| - выполнение государственных и общественных обязанностей | 2 | 2 |
| - отпуска для учащихся | 1 | 1 |
| - болезни | 3 | 3 |
| Фактическое время | 214 | 238 |
Тогда Кспрем = 250/214 = 1,17
Чспрем =Кспрем × Чнрем = 1 × 1,17 = 1,17 = 1 чел
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...

... стоим вал проек ст 97600 Санкт-Петербургский Государственный Технологический Университет Растительных Полимеров Кафедра МАСОтчет о преддипломной практике На тему: Продольно-резательный станок производительностью 350 тонн в сутки коробочного картона Руководитель Третьяков С. Ю. Студент 6 курса заочного отделения Завьялов А.В. шифр 971-429 Санкт-Петербург 2002 ...
... на стане 800 производится за!2 проходов: 5 проходов в реверсивной клети 950, 3 - в 1-й клети трио 800, 3 -во 2-й клети трио 800 и 1 - в чистовой клети дуо 850. Технология прокатки рельсов путем обжатия раската в двухвалковых тавровых и рельсовых калибрах имеет следующие недостатки: большая неравномерность деформации по элементам профиля; наличие открытых и закрытых ручьев, требующих глубокого ...
... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
0 комментариев