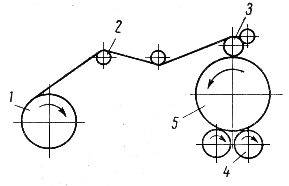
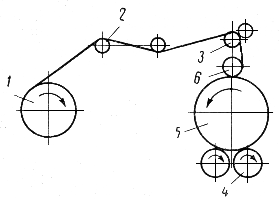
Кинематическая схема механизма
Специальная часть
Выбор источника питания
Выбор контакторов
Расчет токов КЗ, проверка аппаратов защиты на чувствительность
Решение по заземлению электрооборудования механизма
Организация производства
Соединение и оконцевание жил проводов, кабелей сваркой
Техника безопасности при выполнении работ
Расчет амортизационных отчислений
Расчет численности и фонда заработной платы электриков
Расчет численности и фонда заработной платы электриков
Меры безопасности при монтаже
Мероприятия по охране окружающей среды
Навигация
Техника безопасности при выполнении работ
Электрооборудование сталкивателя
77805
знаков
8
таблиц
6
изображений
3.3 Техника безопасности при выполнении работ
К электросварочным работам допускаются электросварщики, достигшие 18-летнего возраста, имеющие не ниже второй квалификационной группы по технике безопасности. Все электросварщики цветных металлов должны проходить ежегодно медосмотр.
Все виды посторонних работ по электросварке в зданиях должны производиться в специально отведенных вентилируемых помещениях, площадь и кубатура которых удовлетворяет правилам СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
Ручная дуговая сварка или сварка в защитном газе, выполняемые систематически, должны производиться в специально хорошо вентилируемых кабинах со светонепроницаемыми стенками, из несгораемого материала. Те же виды сварки выполняемые не систематически, а так же на крупногабаритных изделиях, должны производиться при ограждении мест работы светонепроницаемыми щитами или занавесами из несгораемого материала.
В помещениях для сварки запрещается хранить легковоспламеняющиеся вещества и материалы
В помещениях для электросварочных работ должны быть предусмотрены проходы достаточной ширины проходы (не менее 0,8 м), обеспечивающие удобство и безопасность при сварочных работах и доставке изделий к месту сварки.
Многопостовые агрегаты и установки из нескольких сварочных агрегатов должны располагаться в отдельном помещении или в части общего производственного помещения, отделенной постоянными перегородками, решетками, сетками и т.п. не ниже 1,7 м.
В сварочной цепи для подвода тока к электроду следует применить гибкий шланговый кабель (провод). Изоляция кабеля должна быть защищена от механических повреждений. Запрещается применять сварочные провода с нарушенной изоляцией и оплеткой. При повреждении оплетки сварочные провода необходимо заключить в резиновый шланг.
В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить гибкие провода. Использование в качестве обратного провода сети заземления, металлических строительных конструкций зданий, коммуникаций и не сварочного технологического оборудования – запрещается. Следует тщательно соединять между собой отдельные элементы, используемые в качестве обратного провода (сваркой, с помощью болтов, струбцин или зажимов).
Сварочные установки, со стороны питающей сети, должны быть защищены предохранителями или автоматами. Многопостовые сварочные агрегаты, кроме того, должны иметь автоматы с максимальной защитой в общем проводе сварочной цепи и предохранители на каждом проводе к сварочному посту.
Подсоединять сварочные посты к многопостовому агрегату можно только можно только при отключенном от сети агрегате. Передвижные сварочные установки на время их передвижения необходимо отсоединять от сети.
Подсоединять к сети и отключать электросварочные установки на монтажном объекте, а так же на монтажном объекте, а так же наблюдать за их состоянием в процессе эксплуатации должен обученный персонал.
Корпус сварочных агрегатов, сварочные столы, плиты и т.п., а также обратные провода источников питания следует заземлять.
При одновременной работе сварщиков на различных высотах по одной вертикали должны быть предусмотрены надежные средства для защиты работающих от брызг металла и возможного падения огарков электродов и других предметов.
Спецодежда электросварщика должна состоять из брезентовых или суконных брюк и куртки, ботинок с глухим верхом, рукавиц, фартука с нагрудником и головного убора. При потолочной сварке необходимо пользоваться асбестовыми или брезентовыми нарукавниками. При сварке семейных сплавов, содержащих цинк, медь, свинец, необходимо пользоваться фильтрующим респиратором.
При ручной сварке угольным электродом тяжелых алюминиевых и медных шин и при электрической сварке должен быть предусмотрен отсос газов непосредственно из зоны сварки. При ручной сварке рекомендуется, кроме того, подача воздуха непосредственно под щиток сварщика. В случае необходимости следует работать в шланговом противогазе.
Для защиты рук сварщика от ожогов электрической дуги на электрододержателе следует укрепить металлический экран. Электрододержатель должен прочно удерживать электрод. Ручку электрододежателя следует изготовлять из диэлектрического и теплоизолирующего материала, металлическая ручка должна быть надежно изолирована.
Для защиты глаз и лица от лучей дуги и брызг металла, сварщик должен пользоваться маской, снабженной темными светозащитными и предохранительными стеклами.
3.4 Сдача-приемка в эксплуатацию
Сдача станка в эксплуатацию производится совместно механиками и наладчиками. При этом бригадир наладчиков заполняет журнал производства наладочных работ, в котором должны быть отражены все данные измерений устранение выявленных дефектов, изменения в принципиальной электрической схеме, протоколы испытаний электрооборудования и акт приемки-сдачи станка. С момента подписания акта приемки-сдачи станок поступает в постоянную эксплуатацию.
До приемки смонтированной установки комиссией эксплуатирующая и монтажная организации выполняют ряд предварительных мероприятий: осматривают и принимают скрытые монтажные работы (скрытые трубные прокладки, прокладки кабелей в траншеях, электропроводки). Осуществляют указанную приемку на основе технического надзора со стороны эксплуатирующей организации за этими работами в процессе их выполнения. Приемка скрытых работ оформляется актом, который и представляется приемочной комиссии. К числу подготовительных мероприятий, которые выполняет эксплуатирующая организация, относят также подготовку схемы управления электрохозяйством предприятия, обучение и подготовку электротехнического персонала, разработку эксплуатационных и должностных инструкций.
Приемка смонтированной электроустановки включает в себя проверку соответствия установки проекту и требованиям ПУЭ, СНиП и инструкциям заводов-изготовителей электрооборудования. Тщательным наружным осмотром проверяют исправность смонтированного электрооборудования и качество электромонтажных работ. Учитывая, что наружный осмотр электрооборудования не позволяет выявить скрытые дефекты, при приемке проводят испытания принимаемого оборудования, предусмотренные ПУЭ. Приемочная комиссия при приемке электроустановки также проверяет техническую документацию, выполненную в процессе монтажа электроустановки, ее испытаний и наладки.
Электрическую изоляцию проверяют измерением её сопротивления и испытанием установки повышенным напряжением. Испытание повышенным напряжением обязательно для всего электрооборудования 35 кВ и ниже. Оно предшествует осмотру и измерению сопротивления изоляции.
Сопротивление изоляции РУ, щитов и токопроводов до 1 кВ, вторичных цепей управления, защиты, сигнализации в релейно-контакторных схемах установок до 1кВ, измеренное мегаомметром 0,5-1 кВ, должно быть не менее 0,5 МОм. Сопротивления изоляции каждого присоединения вторичных цепей и цепей питания приводов выключателей и разъединителей со всеми присоединенными к ним аппаратами (катушки приводов, контакторы, реле, приборы, вторичные обмотки трансформаторов тока и напряжения) должны быть не менее 1 МОм. В РУ измерения производят для каждой секции.
Электроустановки, кроме электропроводок, испытывают повышенным напряжением промышленной частоты, равным 1 кВ, в течение 1 минуты. Такие испытания могут быть заменены измерением значения сопротивления изоляции R60 мегаомметром на напряжение 2,5 кВ в течение 1 минуты при этом измеренное сопротивление изоляции должно быть не менее приведенного в нормах. Если значение сопротивления изоляции меньше приведенного в нормах, испытание напряжением 1 кВ промышленной частоты является обязательным.
Сопротивление изоляции обмоток статора электродвигателей переменного тока до 1 кВ, измеренное мегаомметром на напряжение 1 кВ, должно быть не менее 0,5 Мом при температуре 10-30 °С.
Пред включением электрооборудования под напряжение выборочно проверяют (осматривают) заземляющие устройства, наличие цепи между заземлителями и заземляемым оборудованием, полное сопротивление петли фаза – нуль производят прибором М-417 для наиболее удаленных, а также наиболее мощных электроприемников.
Тщательная приемка в эксплуатацию вновь смонтированных электроустановок - одно из условий, обеспечивающих нормальную работ электрооборудования промышленных предприятий. Каждое отступление от требований, предъявляемых к смонтированным электроустановкам, может при эксплуатации послужить причиной различных неполадок и аварий.
Электромонтажная организация после окончания работ производит предварительную приемку смонтированной электроустановки внутренней комиссией. В акте предварительной приемки отмечают все дефекты и недоделки, обнаруженные в электроустановке, которые устраняют до представления электроустановки приемочной комиссии. Если в процессе выполнения электромонтажных работ были допущены какие-либо отклонения от утвержденного проекта, эти отклонения фиксируют в специальной ведомости, а в чертежи, схемы и кабельные журналы вносят соответствующие изменения.
После выполнения указанных мероприятий смонтированную электроустановку принимает приемочная комиссия, назначаемая главным инженером промышленного предприятия. В состав комиссии обычно входит представитель от эксплуатирующей организации, представитель от электромонтажной организации и представитель от соответствующей энергосистемы. До начала работы приемочной комиссии представляют проектную документацию с ведомостью допущенных отклонений от проекта; техдокументацию, выполненную в процессе производства электромонтажных и наладочных работ; техдокументацию заводов-поставщиков смонтированного электрооборудования, а также акты предварительной приемки смонтированных электроустановок внутренней комиссией электромонтажной организации с документацией, подтверждающей устранение дефектов, обнаруженных при . предварительной приемке.
После окончания работ приемочной комиссии, завершаемых пробным включением электроустановки под нагрузку, акт приемки передают на утверждение главному инженеру предприятия. Утверждение акта рассматривается как передача электроустановки в промышленную эксплуатацию.
После представления электроинспекции оформленного акта приемки электроустановки приемочной комиссией с утвержденным проектом и протоколом произведенных измерений и испытаний электроустановку осматривают, выдают разрешение на подключение и подключают к сетям энергоснабжающей системы соответствующего энергосбыта.
4. Экономическая часть
4.1 Сметно-финансовый расчет стоимости электрооборудования и материалов
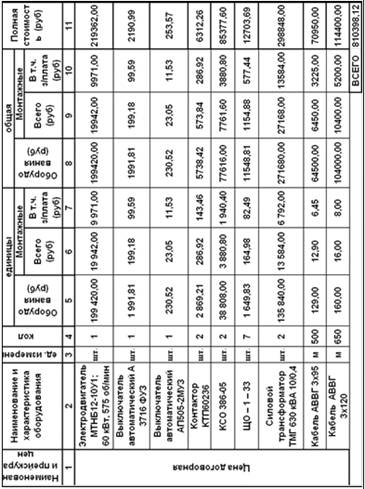
На основании ведомость основного электрооборудования (табл. 2.11.1) составляется сметно-финансовый расчет стоимости электрооборудования в виде таблицы 4.1.1. Стоимость электрооборудования определена с помощью прейскурантов и ценников. При отсутствии ценников на монтаж оборудования расходы на монтажные работы принимаются в размере 6 – 15% от стоимости оборудования (в зависимости от сложности монтажа).
Таблица 4.1.1 Сметно-финансовый расчет стоимости электрооборудования
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...

... стоим вал проек ст 97600 Санкт-Петербургский Государственный Технологический Университет Растительных Полимеров Кафедра МАСОтчет о преддипломной практике На тему: Продольно-резательный станок производительностью 350 тонн в сутки коробочного картона Руководитель Третьяков С. Ю. Студент 6 курса заочного отделения Завьялов А.В. шифр 971-429 Санкт-Петербург 2002 ...
... на стане 800 производится за!2 проходов: 5 проходов в реверсивной клети 950, 3 - в 1-й клети трио 800, 3 -во 2-й клети трио 800 и 1 - в чистовой клети дуо 850. Технология прокатки рельсов путем обжатия раската в двухвалковых тавровых и рельсовых калибрах имеет следующие недостатки: большая неравномерность деформации по элементам профиля; наличие открытых и закрытых ручьев, требующих глубокого ...
... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
0 комментариев