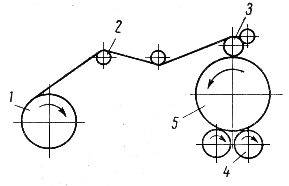
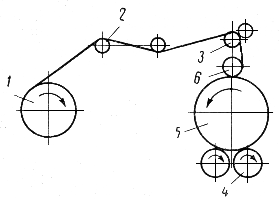
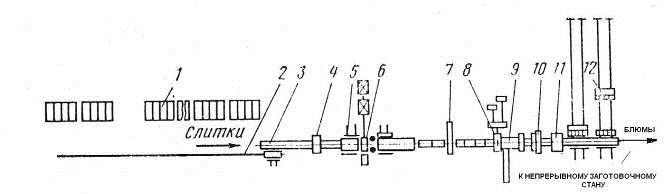
Кинематическая схема механизма
Специальная часть
Выбор источника питания
Выбор контакторов
Расчет токов КЗ, проверка аппаратов защиты на чувствительность
Решение по заземлению электрооборудования механизма
Организация производства
Соединение и оконцевание жил проводов, кабелей сваркой
Техника безопасности при выполнении работ
Расчет амортизационных отчислений
Расчет численности и фонда заработной платы электриков
Расчет численности и фонда заработной платы электриков
Меры безопасности при монтаже
Мероприятия по охране окружающей среды
Навигация
Организация производства
Электрооборудование сталкивателя
77805
знаков
8
таблиц
6
изображений
3. Организация производства
3.1 Организация ремонта электрооборудования
На сегодняшний день существует несколько видов подразделений осуществляющих ремонтные работы. Во-первых стоит отметить территориальные предприятия электроремонта, выполняющие свои функции на определенных местах. Наряду с территориальными предприятиями электроремонта существуют ремонтные заводы и цехи по ведомственной принадлежности. При такой организации ремонта у ремонтных предприятий снижается номенклатура ремонтируемых изделий, что позволяет создавать необходимые обменные фонды по всей номенклатуре (сокращает время замены неисправного оборудования), а также применять при ремонте специализированное оборудование (повышает качество и уменьшает стоимость ремонта).
При определении масштаба ремонтного предприятия следует иметь в виду не только объем парка обслуживаемого электрического оборудования, но и экономическую эффективность его работы.
Особое внимание при организации электроремонтного производства следует уделять качеству ремонта, чтобы в соответствии с задачами ремонта работоспособность электрического и электромеханического оборудования была бы полностью восстановлена. Это в свою очередь требует применения достаточно дорогого специализированного оборудования, окупающегося при достаточно высокой его загрузке. Иначе говоря, для создания эффективного электроремонтного производства необходимо иметь достаточное количество ремонтируемого на нем оборудования.
Стоимость ремонта электрического и электромеханического оборудования достигает в настоящее время до 60... 80 % стоимости нового оборудования при практическом отсутствии его дефицита. Поэтому некачественный ремонт не имеет никакого смысла. Если качественный ремонт невозможно обеспечить, то целесообразнее заменить вышедшее из строя оборудование на новое. А если же все-таки имеется возможность обеспечения качественного ремонта с минимальными затратами на него, т его осуществление не оспаривается, а производится должным образом.
Периодичность капитального и текущего ремонтов и длительность простоев в этих ремонтах для отдельных видов электрооборудования и аппаратов устанавливаются в соответствии с ПТЭ и действующими отраслевыми нормами.
Объем и графики ремонтов электрооборудования и аппаратов регламентируются ежегодными планами и утверждаются ответственным за электрохозяйство.
Капитальный ремонт электрооборудования осуществляется в целях восстановления его исправности и обеспечения надежной и экономичной работы в межремонтный период.
При капитальном ремонте оборудования производят его разборку, подробный осмотр, проверку, измерения, испытания, регулировку. При обнаружении дефектов их устраняют, восстанавливают и заменяют изношенные узлы и детали.
При текущем ремонте оборудования выполняют осмотр, очистку, уплотнение, регулировку и ремонт отдельных узлов и деталей с устранением дефектов, возникших в процессе эксплуатации.
Конструктивные изменения электрооборудования и аппаратов, а так же изменение электрических схем при выполнении ремонтов осуществляются только по утвержденной технической документации
До вывода электрооборудования в капитальный ремонт:
· Составляют ведомости объема работ и сметы, уточняемые после вскрытия и осмотра электрооборудования
· Составляют график ремонтных работ
· Заготавливают согласно ведомостям объема работ необходимые материалы и запасные части
· Составляют и утверждают технические документации на реконструктивные работы, намеченные к выполнению в период капитального ремонта, подготавливают материалы и оборудования для их выполнения
· Укомплектовывают и приводят в исправное состояние инструмент, приспособления, такелажное оборудование и подъемно-транспортные механизмы
· Подготавливают рабочие места для ремонта, производят планировку площадки с указанием мест размещения частей и деталей
· Укомплектовываются и инструктируются ремонтные бригады
Документацию по капитальному ремонту электрооборудования утверждает лицо, ответственное за электрохозяйство предприятия, а при централизованном выполнении ремонта ее согласовывают с ответственным руководителем работ ремонтного предприятия
Установленное на предприятие электрооборудование должно быть обеспечено запасными частями и материалами.
Должен вестись учет имеющихся на складе, в цехах и на участках запасных частей и запасного оборудования. Списки и наличие запасных частей должны периодически проверять лица, ответственные за электрохозяйство.
При хранении запасных частей, запасного электрооборудования и материалов необходимо обеспечивать их сохранность от порчи и использование по прямому назначению.
Вновь вводимое после ремонта оборудование испытывается в соответствии с Нормами испытания электрооборудования и аппаратов электроустановок потребителей.
Все работы, выполненные при капитальном ремонте основного электрооборудования, применяются по акту, к которому должна быть приложена техническая документация по ремонту. Акты со всеми приложениями хранятся в паспорте оборудования.
О работах, выполненных при ремонте, делается подробная запись в паспорте оборудования или специальном ремонтном журнале.
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...

... стоим вал проек ст 97600 Санкт-Петербургский Государственный Технологический Университет Растительных Полимеров Кафедра МАСОтчет о преддипломной практике На тему: Продольно-резательный станок производительностью 350 тонн в сутки коробочного картона Руководитель Третьяков С. Ю. Студент 6 курса заочного отделения Завьялов А.В. шифр 971-429 Санкт-Петербург 2002 ...
... на стане 800 производится за!2 проходов: 5 проходов в реверсивной клети 950, 3 - в 1-й клети трио 800, 3 -во 2-й клети трио 800 и 1 - в чистовой клети дуо 850. Технология прокатки рельсов путем обжатия раската в двухвалковых тавровых и рельсовых калибрах имеет следующие недостатки: большая неравномерность деформации по элементам профиля; наличие открытых и закрытых ручьев, требующих глубокого ...
... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
0 комментариев