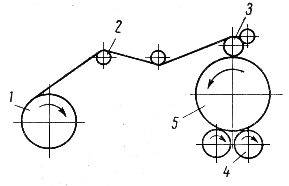
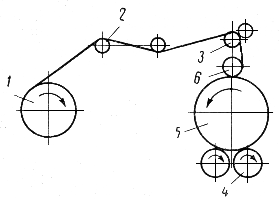
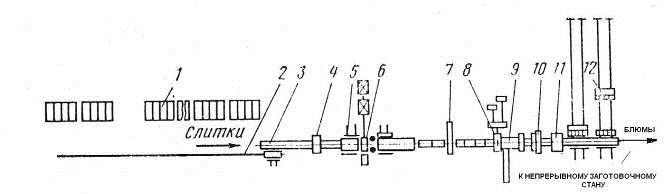
Кинематическая схема механизма
Специальная часть
Выбор источника питания
Выбор контакторов
Расчет токов КЗ, проверка аппаратов защиты на чувствительность
Решение по заземлению электрооборудования механизма
Организация производства
Соединение и оконцевание жил проводов, кабелей сваркой
Техника безопасности при выполнении работ
Расчет амортизационных отчислений
Расчет численности и фонда заработной платы электриков
Расчет численности и фонда заработной платы электриков
Меры безопасности при монтаже
Мероприятия по охране окружающей среды
Навигация
Выбор контакторов
Электрооборудование сталкивателя
77805
знаков
8
таблиц
6
изображений
2.4.2 Выбор контакторов
Условие выбора Iн.к. ≥ Iн.; Uн.к ≥ Uн
КМ1: контактор в цепи динамического торможения
Iн = 125 А; Uн = 220 В
Выбираем контактор КТПБ022Б Uн.к. = 220 В = Uн
Iн.к. = 160 А > Iн
КМ6, КМ7: контакторы в цепи двигателя
Iн = 125 А; Uн = 380 В
Выбираем контактор КТПБ023Б Uн.к. = 380 В = Uн
Iн.к. = 160 А > Iн
2.5 Выбор аппаратов защиты
Выбор автоматических выключателей
Условие выбора Iн.а. ≥ Iн.; Uн.а. ≥ Uн; Iэл ≥К∙ Iкр
QF1: автоматический выключатель в силовой цепи привода
Iн = 125 А; Uн = 380 В
Iкр = Iпуск = Iн. ∙ α = 125 ∙ 2,5 = 312 А
Где α – коэффициент пуска для АД с ФР = 2,5
Iэл = К∙ Iкр = 1,25 ∙ 312 = 390 А
Где К – коэффициент запаса
Выбираем автоматический выключатель типа А3716 ФУЗ
Uн.а. = 380 В = Uн ;
Iн.а. = 160 А ≥ Iн ;
Iэл = 600 А ≥ К∙ Iкр = 390А
QF2: автоматический выключатель в цепи управления привода
Iн = 16 А; Uн = 220 В
Выбираем автоматический выключатель типа АП505 – 2МУЗ
Uн.а. = 220 В = Uн ;
Iн.а. = 63 А ≥ Iн ;
Iэл = 5 Iн.а
2.6 Выбор проводов, кабелей (троллеев) и проверка по потере напряжения
Кабели выбираются по длительно допустимому току.
Условие выбора кабелей: Iдл.доп. ≥ Iдл.доп.рас
Выбираем кабель от двигателя до автомата типа АВВГ 3*95 Iдл.доп = 170 А.
Длительно допустимый ток зависит от поправочных коэффициентов на температуру.
Iдл.доп.рас= Iн. / (Кн1 ∙ Кн2) = 125/ 1*0,87 = 143,7 А
∆U1 = 0,46 ∙ Iр. ∙ l1 ∙ (r0 ∙ cos φ + x0 ∙ sin φ) = 0,46 ∙ 125 ∙ 0,015 ∙ ( 0,32 ∙ 0,86 + 0,07∙ ∙0,51) = 0,27%
Где r0 – активное сопротивление кабеля с , рассчитывается по формуле:
1000/(32 ∙ S) = 1000/(32 ∙ 95) = 0,32 Ом
x0 – реактивное сопротивление кабеля = 0,07 Ом
l – длинна кабеля в км – 0,015 км
Кн1 и Кн2 – поправочные коэффициенты на температуру [2, c.370]
Выбираем кабель от автомата до РЩ типа АВВГ 3*95 Iдл.доп = 170 А
Iдл.доп.рас= Iн. / (Кн1 ∙ Кн2) = 125/ 1*0,87 = 143,7 А
∆U2 = 0,46 ∙ Iр. ∙ l2 ∙ (r0 ∙ cos φ + x0 ∙ sin φ) = 0,46 ∙ 125 ∙ 0,005 ∙ ( 0,32 ∙ 0,86 + 0,07 ∙ ∙ 0,51) = 0,09%
Где l2 = 5 м
Выбираем кабель от РЩ до ШР типа АВВГ 3*120 Iдл.доп = 250 А
Iдл.доп.рас= Iн. / (Кн1 ∙ Кн2) = 200/ 1*0,87 = 230 А
∆U3 = 0,46 ∙ Iр. ∙ l3 ∙ (r0 ∙ cos φ + x0 ∙ sin φ) = 0,46 ∙ 200 ∙ 0,03 ∙ ( 0,26 ∙ 0,86 + 0,07 ∙ ∙ 0,51) = 0,7%
Где Iр = 200 А
l3 = 30 м
r0 = 0,26 Ом
Выбираем кабель от ШР до РУ типа АВВГ 2(3*95) Iдл.доп = 170 * 2 = 340 А
Iдл.доп.рас= Iн. / (Кн1 ∙ Кн2) = 300/ 1,2*0,87 = 287,4 А
∆U4 = 0,46 ∙ Iр. ∙ l4 ∙ (r0 ∙ cos φ + x0 ∙ sin φ) = 0,46 ∙ 300 ∙ 0,12 ∙ ( 0,32 ∙ 0,86 + 0,07 ∙ ∙ 0,51) = 5,8 / 2 = 2,9%, так как проложены 2 параллельных кабеля
Где Iр = 300 А
L4 = 120 м
∆U = ∑∆Un =∆U1+∆U2+∆U3+∆U4 = 0,27 + 0,09 + 0,7 +2,9 = 3,96% < 5%
Кабели выбраны верно.
Похожие работы





... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...

... стоим вал проек ст 97600 Санкт-Петербургский Государственный Технологический Университет Растительных Полимеров Кафедра МАСОтчет о преддипломной практике На тему: Продольно-резательный станок производительностью 350 тонн в сутки коробочного картона Руководитель Третьяков С. Ю. Студент 6 курса заочного отделения Завьялов А.В. шифр 971-429 Санкт-Петербург 2002 ...
... на стане 800 производится за!2 проходов: 5 проходов в реверсивной клети 950, 3 - в 1-й клети трио 800, 3 -во 2-й клети трио 800 и 1 - в чистовой клети дуо 850. Технология прокатки рельсов путем обжатия раската в двухвалковых тавровых и рельсовых калибрах имеет следующие недостатки: большая неравномерность деформации по элементам профиля; наличие открытых и закрытых ручьев, требующих глубокого ...
... стана…………...15000 кВт; Данные параметры стана подходят для проката необходимой заготовки с размерами 300х300 и 250х1500 мм с заданной производительностью 2,5 млн. тонн/ год. 3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1 500 мм. В ...
0 комментариев