Навигация
Допуски и посадки шпоночных и шлицевых соединений
14401
знак
1
таблица
14
изображений
4. Допуски и посадки шпоночных и шлицевых соединений.
4.1 Шпоночные соединения.
Исходные данные: d=35 мм, тип соединения 3 (плотное соединение).
По ГОСТ 23360-78 выбираем основные размеры соединения:
b=10 мм, h=8 мм;
Глубина паза вала и втулки соответственно: t1=5 мм, t2=3,3 мм;
Вид исполнения 1;
Длина шпонки l=50 мм;
Условное обозначение шпонки: Шпонка 1-10 ĥ 8 ĥ 50 ГОСТ 23360-78.
Условия применения – плотное характеризуемое вероятностью получения примерно одинаковых небольших натягов в соединении шпонок с обоими пазами; сборка осуществляется напрессовкой, применяется при редких разборках и реверсивных нагрузках.
Для заданного типа соединения назначаем поля допусков для деталей шпоночного соединения:
поле допуска вала s6,
поле допуска отверстия H7,
поле допуска ширины шпонки b - h9,
поле допуска высоты шпонки h - h11,
поле допуска длины шпонки l - h14,
поле допуска ширины паза на валу и во втулке - P9,
Определяем предельные отклонения пользуясь стандартом на гладкие соединения:
диаметр вала 35 ![]()
диаметр втулки 35 ![]()
ширина шпонки 10 ![]()
высота шпонки 8 ![]()
длина шпонки 50 ![]()
ширина паза на валу 10 ![]()
ширина паза во втулке 10 ![]()
глубина паза вала ![]()
![]()
• глубина паза втулки ![]()
![]()
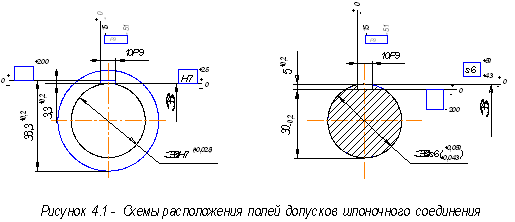
Строим схемы расположения полей допусков (рисунок 4.1).
4.2 Прямобочное шлицевое соединение
Исходные данные: b-6 ĥ 28H11/≥26,7 ĥ 32H12/a11 ĥ7F8/js7 ГОСТ 1139-80
Прямобочное шлицевое соединение: центрирование по боковым поверхностям зубьев b;
поле допуска центрирующего диаметра D=32 мм
H12 - втулки,
a11 - вала;
число прямобочных шлицов 6;
внутренний диаметр соединения d=28 мм;
ширина шлица b=7 мм,
поле допуска ширины шлица втулки F8,
поле допуска ширины шлица вала js7.
Центрирование по b применяется, когда не требуется особой точности соосности, при передаче значительных моментов, в случаях, когда недопустимы большие зазоры между боковыми поверхностями вала и втулки; наиболее простой и экономичный способ.
По ГОСТ 1139-80 назначаем поля допусков втулки и вала по нецентрирующему диаметру:
втулки H11,
предельное отклонение вала по нецентрирующему диаметру d не менее 26,7 мм.
Величины предельных отклонений диаметров и ширины прямобочного шлица:
Для втулки b-6 ĥ 28H11 ĥ 32H12 ĥ7F8 ГОСТ 1139-80
центрирующий диаметр ![]() ;
;
нецентрирующий диаметр ![]() ;
;
ширина паза ![]() ;
;
Для вала b-6 ĥ ≥26,7 ĥ 32a11 ĥ7js7 ГОСТ 1139-80
центрирующий диаметр ![]() ;
;
нецентрирующий диаметр ![]() мм;
мм;
ширина паза ![]() ;
;
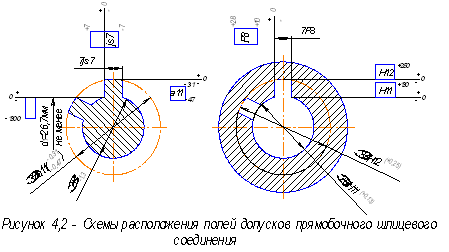
Строим схемы расположения полей допусков (рисунок 4.2).
4.3 Эвольвентные шлицевые соединения
Исходные данные: 48 ĥ H7/h6 ĥ 2 ГОСТ 6033-80
Номинальный диаметр D=48 мм,
Модуль m=2 мм,
вид центрирования по наружному диаметру,
поле допуска наружного диаметра втулки Df - H7,
поле допуска наружного диаметра вала da - h6.
Центрирование по наружному диаметру D наиболее технологично, так как в этом случае в качестве окончательной операции отверстия выполняют протягивание, а при обработке вала - шлифование. Такое центрирование применяется в деталях с незакалённым отверстием.
Определяем по ГОСТ 6033-80 недостающие параметры эвольвентного соединения:
Число зубьев Z=22;
Делительный диаметр:
![]() мм;
мм;
Диаметр впадин шлицевого вала
![]() мм;
мм;
Диаметр внутренней втулки
![]() мм;
мм;
Назначаем поле допуска ширины впадины втулки e - 9H, поле допуска толщины зуба вала S - 9d: посадка 9H/9d.
Поле допуска втулки и вала по нецентрируемому диаметру при плоской форме дна впадины: для втулки Da - H11, для вала df - h16, посадка H11/h16.
Величины предельных отклонений диаметров, предельные отклонения по боковым сторонам зубьев:
Для втулки 48 ĥ H7 ĥ 2 ГОСТ 6033-80:
центрирующий диаметр ![]() ;
;
ширина впадины
e - 9H: ES=+71мкм;
EJe=+26 мкм;
EJ=0;
Для вала 48 ĥ h6 ĥ 2 ГОСТ 6033-80:
центрирующий диаметр ![]() ;
;
толщина зуба
S - 9d: es=-44 мкм;
ese=-70 мкм;
ei=-115 мкм;
Строим схемы расположения полей допусков (рисунок 4.3).
![]() мм.
мм.

Литература
1. Марков Н.Н., Осипов В.В., Шабалина М.Б. Нормирование точности в машиностроении: Учеб. для машиностроит. спец. вузов. / Под ред. Ю.М. Соломенцева. – 2-е изд., перераб. и доп. – М.: Высш. шк.; Издательский центр "Академия", 2001. – 335 с.: ил.
2. Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения: Учебник для втузов / А.И. Якушев, Л.Н. Воронцов, Н.М. Федотов. – 6-е изд., перераб. и доп. – М.: Машиностроение, 1987. – 352 с.: ил.
3. В.И. Анурьев "Справочник конструктора-машиностроителя": в 3 т. -8е изд.: -М.: Машиностроение, 2001г.
Похожие работы
... действия выпускаемых машин и приборов находится в прямой зависимости от точности их изготовления и контроля показателей качества с помощью технических измерений. Точность и ее контроль служит исходной предпосылкой важнейшего свойства совокупности изделий – нормирования. При конструировании применение принципа нормирования ведет к повышению качества и снижению себестоимости конструкции. 1 ...
... , стандартизации и технических измерений теперь является необходимой составной частью профессиональной подготовки специалистов в области машиностроения и приборостроения. 1. Расчет и нормирования точности червячной передачи 1.1 Выбор степеней точности червячной передачи Исходные данные: Коэффициент диаметра червяка q=6,3 Число зубьев колеса =60; Модуль =6 мм; Делительный диаметр =360 ...
... (v < 3 м/с) , по таблице ГОСТ 1758-81 при Jn.min расч.= 0,02мм=20мкм и R e =107 мм вид сопряжения по боковому зазору – С для которого Jn.min расч.=20 мкм. Таким образом степень точности зубчатого колеса : 8 – 8 – 7 – С ГОСТ 1758-81. Выбор показателей, для контроля зубчатого колеса с () проводится согласно рекомендации по таблицам 2,3,5 ГОСТ 1758-81,а по таблицам 6,8,12,и 22 этого же ГОСТа ...
... Изм. Лист № документа Подпись Дата 2.3. Расчет характеристик посадок подшипника. Подшипниковый узел ведущего вала. К данному узлу шпиндельной головки не предъявлено особых требований к точности, следовательно, выбираем шариковый радиальный однорядный подшипник нулевого класса точности 303. ГОСТ 8338-75 Внутренний диаметр d = ...
0 комментариев