Организация работ в участках депо
Расчет фондов времени
Определение размеров и производственных площадей участков и отделений депо
Расчет потребного количества оборудования депо
Расчет потребного количества работников депо
Определение программы участков и отделений
Определение штата участка контрольного пункта автосцепки
Расчет потребного оборудования контрольного пункта автосцепки
Определение производственной площади контрольного пункта автосцепки
Технология ремонта корпуса автосцепки
Расчет технологического процесса ремонта корпуса автосцепки
Приспособление к строгальному (фрезерному) станку для обработки поверхностей контура зацепления контура
Безопасность и экологичность решений проекта
Расчет искусственного освещения помещения с использованием разрядных ламп высокого давления
Расчет выбросов вредных веществ в атмосферу при сварочных работах и плата за них
Мероприятия по снижению вредного воздействия технологического процесса ремонта автосцепного устройства
Навигация
Расчет потребного оборудования контрольного пункта автосцепки
Совершенствование технологии контроля автосцепочного устройства на базе пассажирского вагонного депо Ростов
125770
знаков
27
таблиц
17
изображений
2.3 Расчет потребного оборудования контрольного пункта автосцепки
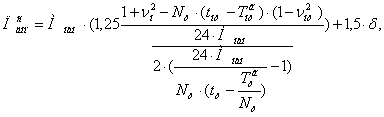
Потребное количество единиц оборудования контрольного пункта автосцепки на основании норм времени на отдельные технологические операции, выполняемые на данном оборудовании, определяются по формуле
![]() (2.4)
(2.4)
где ![]() - расчетное количество единиц оборудования;
- расчетное количество единиц оборудования;
![]() - годовая программа ремонта автосцепного устройства;
- годовая программа ремонта автосцепного устройства;
![]() - штучное время обработки автосцепного устройства на i-ой операции, мин.;
- штучное время обработки автосцепного устройства на i-ой операции, мин.;
![]() - годовой фонд работы оборудования, 1987 ч;
- годовой фонд работы оборудования, 1987 ч;
![]() - коэффициент загрузки станка,
- коэффициент загрузки станка, ![]() =0,95.
=0,95.
Расчет потребного количества основного оборудования контрольного пункта автосцепки выполним табличным способом (таблица 8).
Таблица 8 – Расчет потребного количества основного оборудования КПА
| Наименование оборудования | Норма штучного времени, ст-час | На годовую программу | Количество оборудования | Коэффициент использования оборудования Pn=Sp/Sпр | |
| Sp | Sпр | ||||
| Стенд для разборки и сборки автосцепки | 0,5 | 900 | 0,48 | 1 | 0,48 |
| Верстак слесарный | 0,4 | 720 | 0,38 | 1 | 0,38 |
| Станок заточной | 0,4 | 720 | 0,38 | 1 | 0,38 |
| Приспособление для фрезеровки отверстий в деталях автосцепки | 0,4 | 720 | 0,38 | 1 | 0,38 |
| Кантователь для дефектоскопии корпуса автосцепки | 0,5 | 900 | 0,48 | 1 | 0,48 |
| Устройство зарядное | 0,11 | 198 | 0,1 | 1 | 0,1 |
| Вытяжка вентиляционная | 0,11 | 198 | 0,1 | 1 | 0,1 |
| Приспособление для устранения изгиба предохранителя | 0,5 | 900 | 0,48 | 1 | 0,48 |
| Кран-балка | 0,5 | 900 | 0,48 | 1 | 0,48 |
| Вращатель | 0,11 | 198 | 0,1 | 1 | 0,1 |
| Дефектоскоп МД-12 ПШ | 0,25 | 450 | 0,4 | 1 | 0,1 |
| Выпрямитель сварочный | 0,4 | 720 | 0,38 | 1 | 0,38 |
| Станок фрезерный | 0,25 | 720 | 0,38 | 1 | 0,38 |
| Полуавтомат сварочный | 0,4 | 720 | 0,38 | 1 | 0,38 |
| Кантователь сварочный | 0,4 | 720 | 0,38 | 1 | 0,38 |
| Итого | 15 | ||||
Таблица 9 – Ведомость оборудования КПА
| Наименование | Количество | Примечание |
| I Отделение по ремонту автосцепки | ||
| Стенд для разборки и сборки автосцепки | 1 | |
| Верстак слесарный | 1 | |
| Станок заточной | 1 | |
| Приспособление для фрезеровки отверстий в деталях автосцепки | 1 | |
| Кантователь для дефектоскопии корпуса автосцепки | 1 | |
| Тепловая завеса | 1 | |
| Устройство зарядное | 1 | |
| Вытяжка вентиляционная | 1 | |
| Установка вентиляционная | 1 | |
| Приспособление для устранения изгиба предохранителя | 1 | |
| Кран-балка | 1 | |
| Стеллаж готовой продукции | 1 | |
| Пост НК | 1 | МД-12 ПШ |
| II участок ручной электросварки | ||
| Выпрямитель сварочный | 1 | |
| Полуавтомат сварочный | 1 | |
| Кантователь сварочный | 1 | |
| Сварочный пост | 1 | |
| III Участок упрочнения | ||
| Верстак слесарный | 1 | |
| Печь для сушки электродов | 1 | |
| Установка ТВЧ | 1 | |
| Стол рабочий | 1 | |
| Манипулятор | 1 | |
| IV Участок газопорошкового напыления | ||
| Вращатель | 1 | |
| Верстак слесарный | 1 | |
| Выпрямитель сварочный | 1 | |
| Установка вентиляционная | 1 | |
| V Участок механической обработки автосцепки | ||
| Приспособление для обработки кромок отверстий для валика подъемника | Т 421.00 | |
| Кондуктор для обработки шипа в корпусе автосцепки | Т 98 | |
| Станок фрезерный | 1 | ВМ 127 М |
| Станок строгальный | 1 | |
| Кран-балка | 1 | |
Похожие работы

... ГУ-23 с описанием повреждения и не снимать с ответственного простоя до выяснения обстоятельств повреждения вагона грузополучателем. 2. Организация работы системы «Парк приема-горка» 2.1 Технология обработки поездов в парке приема При подходе поезда дежурный по станции, предварительно согласовав с маневровым диспетчером парк и путь приема, извещает работников станции по громкоговорящей ...
0 комментариев