Стадии и этапы разработки дипломного проекта
СЕРТИФИКАЦИЯ ПРОДУКЦИИ И СИСТЕМЫ МЕНЕДЖМЕНТА КАЧЕСТВА
Процедуры сертификации фильтроэлементов воздушных для двигателей КАМАЗ
Процедуры сертификации СМК ОАО «ХХХ»
Требования инспекционного контроля к сертифицированной СМК
АНАЛИЗ ПРОИЗВОДСТВА С ПРИМЕНЕНИЕМ ПРОСТЫХ ИНСТРУМЕНТОВ КАЧЕСТВА
Контрольная карта
РАЗРАБОТКА ПУТЕЙ УЛУЧШЕНИЯ СМК ОАО «ХХХ»
Классификация стандартов, нормативных документов, применяемых при производстве продукции
КОНТРОЛЬ И ИСПЫТАНИЕ ПРОДУКЦИИ
РАЗРАБОТКА ПРОЦЕССОВ СИСТЕМЫ МЕНЕДЖМЕНТА КАЧЕСТВА
Дерево процессов системы менеджмента качества предприятия
Разработка стандарта организации «Анализ со стороны руководства»
Описание схемы внешних соединений
Годовые текущие издержки
Расчёт издержек производства по изменившимся статьям
Расчет годовых стоимостных оценок затрат
БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
Характеристика питающего напряжения в цехе
Документирование выходных данных анализа осуществляется в соответствии с пунктом 5.4 настоящего СТО
Рекомендации по улучшению
Отдел стандартизации имеет в своем составе структурные подразделения согласно нижеприведенной схеме
Навигация
Требования инспекционного контроля к сертифицированной СМК
Разработка процессов системы менеджмента качества применительно к производству фильтроэлементов воздушных для двигателей КАМАЗ
187983
знака
67
таблиц
16
изображений
1.4 Требования инспекционного контроля к сертифицированной СМК
В настоящее время на ОАО «ХХХ» разработана, внедрена и функционирует система менеджмента качества в соответствии с требованиями ГОСТ Р ИСО 9001-2001 «Системы менеджмента качества. Требования». В соответствии с ГОСТ Р 40.003-2005 "Система сертификации ГОСТ Р. Регистр систем качества. Порядок сертификации систем менеджмента качества на соответствие ГОСТ Р ИСО 9001-2001 (ИСО 9001:2000)" в течение срока действия сертификата соответствия проводится инспекционный контроль соблюдения держателем сертификата требований к СМК, подтвержденных при её сертификации.
Под инспекционным контролем понимается комплекс работ по проверке соблюдения (выполнения) держателем сертификата соответствия требований установленных ГОСТ Р ИСО 9001-2001 (ИСО 9001:2000) и ГОСТ Р 40.003-2005 к сертифицированной СМК.
Инспекционный контроль производится органом по сертификации, аккредитованным в Системе ГОСТ Р, на договорной основе.
Инспекционный контроль проводится в форме плановых и, при необходимости, внеплановых инспекционных проверок.
Плановые инспекционные проверки производятся с периодичностью в 6 месяцев и включают:
- экспертизу документированной информации в целях получения доказательств соблюдения требований (условий, правил) ранее сертифицированной СМК;
- экспертизу фактического состояния СМК по заранее подготовленной программе инспекционного аудита.
Началом проведения каждой плановой инспекционной проверки является первый рабочий день месяца, установленного планом-графиком органа по сертификации в договоре на проведение инспекционного контроля.
В течение 14 календарных дней от начала каждой плановой инспекционной проверки необходимо представить в орган по сертификации документированную информацию.
При плановом инспекционном контроле общий объем проверки СМК на ОАО «ХХХ» должен включать не менее 50% элементов системы менеджмента качества, при этом при каждом инспекционном контроле проверяют следующую совокупность обязательных элементов (в скобках указаны номера разделов, подразделов и пунктов ГОСТ Р ИСО 9001):
- требования к документации (4.2);
- цели в области качества (5.4.1);
- анализ со стороны руководства (5.6);
- менеджмент ресурсов (раздел 6);
- удовлетворенность потребителей (8.2.1);
- внутренние аудиты (проверки) (8.2.2);
- улучшение (8.5);
- использование сертификата и знака соответствия.
Внеплановый инспекционный контроль проводят в случаях:
- получения органом по сертификации информации о любых серьезных нарушениях в рамках сертифицированной СМК, в том числе информации о жалобах потребителей на качество продукции, выпускаемой держателем сертификата;
- существенных изменений организационной структуры организации, технологии и условий производства, численности персонала, кадрового состава и т.п.
Результаты инспекционного контроля, выводы и рекомендации комиссии оформляют в виде акта и представляют в орган по сертификации. При положительных результатах инспекционного контроля (отсутствие несоответствий, отсутствие нарушения правил использования сертификата и применения знака соответствия) орган по сертификации принимает решение о подтверждении действия сертификата соответствия.
Если при инспекционном контроле обнаруживают невыполнение запланированных корректирующих действий по устранению несоответствий по результатам предыдущего инспекционного контроля, то орган по сертификации принимает решение о приостановлении действия выданного сертификата на срок до трех месяцев.
Если указанные корректирующие действия не выполнены по истечении трех месяцев, то это влечет за собой отзыв сертификата соответствия системы менеджмента качества.
Действие сертификата может быть приостановлено или отменено также в случаях:
- поступления и подтверждения информации о невыполнении обязательных требований к качеству выпускаемой продукции;
- неинформирования держателем сертификата органа по сертификации о существенных изменениях структуры организации, области применения системы менеджмента качества, об изменении юридического адреса организации;
- нарушения правил использования сертификата и применения знака соответствия;
- неоплаты в срок работ по инспекционному контролю.
2 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА ВОЗДУШНЫХ ФИЛЬТРОЭЛЕМЕНТОВ ДЛЯ ДВИГАТЕЛЕЙ КАМАЗ
2.1 Процесс производства фильтроэлементов воздушных для двигателей КАМАЗ
Воздушный фильтроэлемент состоит из следующих деталей и сборочных единиц:
-элемент со скобой;
-резиновая прокладка;
-кожух наружный;
-кожух внутренний;
материалы:
-пластизоль Д-25А;
-КЛЕЙ 88 СА.
Ниже приведен технологический процесс производства фильтроэлементов с подробным описанием каждого процесса
Изготовление фильтрополотна
1.Отрезка рулона картона.
Отмотать 2-3 м рулона и отрезать с двух сторон согласно размеру с нанесением линий тиснения.
Оборудование: ножницы ручные. ГОСТ 7210-75.
2. Гофрирование картона.
Отсчитать количество гофр, равное 195-200 и гофрировать на полуавтомате гофрирования.
Оборудование: полуавтомат гофрирования.
3. Полимеризация вершин гофр картона.
Полимеризация вершин гофр картона в течение 1-2 мин при температуре 160 ° С.
Изготовление скобы4. Разрезка металла.
Разметить отход в размер 459 мм, разрезать отход на карты, установить задний упор на размер 30 мм, разрезать карты на заготовки.
Оборудование: ножницы гильотинные НЗ 118
5. Штамповка.
Гнуть заготовку согласно эскизу. Штамповать на прессе К2324УС25ТС
Оборудование: пресс К2324УС25ТС
Элемент со скобой6. Сборка элемента со скобой.
Соединить первую и последнюю гофры фильтроэлемента согласно чертежу, так, чтобы маркировочные полосы картона располагались внутри фильтроэлемента, обрезав их в размер 45. Одеть скобу на соединенные гофры фильтроэлемента, обжать скобу предварительно вручную пассатижами в трех местах. Обжать скобу по всей длине.
Установить скобу, обжатую на фильтрополотне в штамп пневмопресса и обжать по всей длине.
Оборудование: пневмопресс (чертеж ЦРКЯ 050001)
Крышка элемента7. Разрезка металла.
Резать лист на полосы 290![]() 1250.
1250.
Оборудование: ножницы гильотинные НЗ 118.
8. Штамповка.
Смазать заготовку маслом индустриальным(20% отработки). Вырубить и вытянуть заготовку, пробить и отбортовать отверстия согласно эскизу.
Оборудование: пресс К2130УС100ТС.
9. Цинкование.
Транспортирование в гальваническое отделение.
Крышка-держатель
10. Разрезка металла.
Резать лист на полосы 330![]() 1250.
1250.
Оборудование: ножницы гильотинные НЗ 118.
11. Штамповка.
Разбортовать центральное отверстие, вырубить и вытянуть деталь согласно эскизу.
Оборудование: пресс К2130УС100ТС.
12. Цинкование.
Транспортирование в гальваническое отделение.
Кожух наружный
13. Разрезка металла.
Разметить лист в размер 802 и резать.
14. Штамповка.
Перфорировать заготовку согласно чертежу.
Оборудование: пресс А6428УС63ТС.
15. Сварка.
Сварить кожух заусенцами от перфорации наружу, по рискам.
Оборудование: контактно-сварочная машина МТ-1613.
Зачистить выплески металла. Зачистить торцы сварного шва.
Оборудование: шлифмашина ИД-2009А.
Кожух внутренний
16. Разрезка металла.
Разметить лист и резать размером 470![]() 946.
946.
17. Штамповка.
Перфорировать заготовку согласно чертежу.
Оборудование: пресс А6428УС63ТС.
18. Сварка.
Сварить кожух заусенцами от перфорации наружу, по рискам.
Оборудование: контактно-сварочная машина МТ-1613.
Зачистить выплески металла. Зачистить торцы сварного шва.
Оборудование: шлифмашина ИД-2009А.
19.Сборка элемента со скобой и кожухами.
Установить кожух наружный на стол. Поместить вовнутрь кожуха элемент со скобой, распределить равномерно гофры элемента по окружности кожуха. Установить вовнутрь элемента со скобой кожух внутренний. Поправить гофры. Слипание и коробление гофр не допускается.
20. Заливка
Пластизоль Д-25А ТУ 6-02-64-90.
Установить крышку на столе. Залить пластизоль в крышку. Глубина заливки не менее 3 мм. Масса 200 г.
Приспособление: емкость-дозатор № 1.
21. Сушка.
Поместить крышку с элементами и кожухами на плитку. Произвести терможелатинизацию пластизоли при температуре 210 ° С в течение 8-10 мин.
22. Заливка.
Провести согласно 20.
23. Сборка.
Плавно опустить фильтрующий элемент с кожухами другой стороной в крышку с пластизолью, избегая выплескивания пластизоли. Установить сборку в приспособление для поджатия и поджать фильтрующий элемент к крышке до упора.
Оборудование: пневмоприспособление.
24. Сушка.
Провести согласно 21.
25. Охлаждение.
Стол с вытяжной вентиляцией. Снять сборку с плитки, охладить до комнатной температуры.
26. Склеивание.
Стол с вытяжной вентиляцией.
Клей 88СА ТУ 38.105.1760-87.
Установить приспособление для приклейки на столе и уложить прокладку в приспособление. Нанести на склеиваемые поверхности крышки и прокладки клей 88СА, выдержать 5-10 мин. Нанести второй слой клея, выдержать 5-6 мин до перехода клеевой пленки в слегка липкое состояние (до отлипа).
Взять фильтрующий элемент, перевернуть крышкой элемента вниз и установить на приспособление с прокладкой, прижать элемент к прокладке руками.
Перевернуть фильтрующий элемент с приспособлением, установить элемент на крышку-держатель, обжать приспособление руками. Снять приспособление. Выдержать в течение 4 часов , не подвергая клеевое соединение отрывным нагрузкам.
Оборудование: приспособление для приклейки прокладки.
27. Оформление товаросопроводительной документации.
Оформление талона предупредительного, талона маркировочного.
28 Упаковка.
Производится в соответствии с условиями заказ наряда по ГОСТ 24634-81.
2.2 Разработка сети процессов
Для эффективного функционирования организация должна определить многочисленные взаимосвязанные виды деятельности и управлять ими.
Деятельность, в которой используют ресурсы и которой можно управлять для преобразования входов в выходы, может считаться процессом.
Часто выход одного процесса непосредственно является входом следующего.
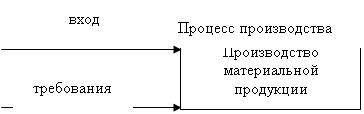
Весь производственный цикл изготовления изделия состоит из связанных между собой процессов. Схематично процесс производства можно показать следующим образом:
 | |||||
| |||||
Рисунок 6-Схема процесса производства
Входы процесса - материальные и информационные потоки, поступающие в процесс извне и подлежащие преобразованию.
Требования - нормативные показатели и их допускаемые значения в отношении входов процесса.
Выходы процесса - результаты преобразования, добавляющие стоимость (материальная продукция)
Потребление выхода - использование результатов (выходов) рассматриваемого процесса – лица, подразделения, другие процессы
Определив характеристики каждого процесса, коими являются входные и выходные объекты, а также последовательность действий персонала в рамках каждого процесса, можно предположить, что в случае неопределенности с каким-либо компонентом изделия можно без затруднений эту неопределенность снять.
Изготовление изделия – это система связанных между собой процессов, каждый из которых может быть, при желании, проанализирован и изменен независимо от модели изделия, которое производится с помощью процессов.
Зафиксировать же последовательность можно с помощью сети процессов, в которой эта последовательность будет изображена.
Уяснив для себя цель последовательности действий, работник должен заранее определять те моменты производственного цикла, когда действия начинаются и заканчиваются. При этом характеристика упомянутых моментов должна быть описана как можно точнее, так как нужно получить полезный документ.
В данном случае была разработана сеть процессов производства воздушных фильтроэлементов, представлена на рисунке 2. В данной сети также были определены владельцы (хозяины, собственники) процесса, т. е. лица, ответственныее за эффективное функционирование процесса в целом, включая перспективное планирование, ресурсное обеспечение и результативность. В основном это контролеры ОТК и мастера участков.
С помощью сети процессов работник сразу может определить цель, момент начала и окончания процедуры, а также выделить из всей последовательности действий именно свои действия.
2.3 Разработка таблицы контрольных точек
Контрольная точка – точка внутри процесса или на стыке их, в которой требуется устранить выявленное несоответствие и причины его возникновения. Это простое, практически беззатратное и эффективное средство быстрого выявления и устранения несоответствий.
Для разработки таблицы контрольных точек были выявлены проблемные участки производства и назначены ответственные за их функционирование.
Отличительной чертой контрольной точки является то, что она позволяет в течение нескольких месяцев наладить и запустить механизм устранения несоответствий. При этом затрачивается минимум ресурсов.
0 комментариев