Організація обслуговування і ремонту обладнання верстатів та автоматичних ліній
Розрахунок кількості персоналу і річного фонду заробітної плати
Річні амортизаційні відрахування цеха підприємства визначається по формулі
Розрахунок витрат на виробництво деталі „Вал-шестерня”
Прямі витрати на виробництво деталі ”Вал”
Непрямі витрати на виробництво деталі „Шток редуктора”
Розрахунок калькуляція собівартості виготовлення деталі "Шток редуктора"
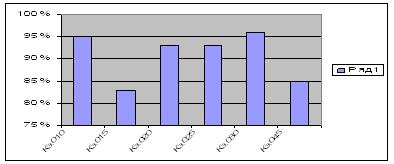
Аналіз структури собівартості продукції і розробка заходів по зниженню собівартості
Навигация
Розрахунок витрат на виробництво деталі „Вал-шестерня”
Організація і планування робіт по технологічному процесу виготовлення деталі "Вал"
45748
знаков
18
таблиц
0
изображений
3 Розрахунок витрат на виробництво деталі „Вал-шестерня”
3.1 Вихідні дані для виробництво деталі „Вал-шестерня”
Назва деталі – "Вал". Вона призначена для передачі крутного руху в різних машинах і механізмах
Маса заготовки - 3.12кг
Маса деталі – 2,5кг.
Відходи матеріалу –0.62кг.
Матеріал – Сталь 45 ГОСТ 4543-88
Ціна матеріалу – 7 грн./кг.
Ціна відходів – 3,50 грн./ кг.
Операції, що виконуються на вибраному обладнанні:
№оп | Операція | модель | Трудоємкість деталі | розряд |
| 005 | Фрезерно-центрувальна | МР-73М | 1.79 | 4 |
| 010 | Токарна програмна | 16Б16Ф3 | 3.18 | 2 |
| 015 | Токарна програмна | 16Б16Ф3 | 2.96 | 2 |
| 020 | Фрезерувальна | 6РФ3 | 5.77 | 2 |
| 025 | Круглошліфувальна | 3М151 | 2.31 | 4 |
| 030 | Круглошліфувальна | 3М151 | 2.31 | 4 |
| 035 | Круглошліфувальна | 3М151 | 2.28 | 4 |
| 045 | Круглошліфувальна | 3М151 | 2.28 | 4 |
| 050 | Круглошліфувальна | 3М151 | 2.25 | 4 |
| 055 | Круглошліфувальна | 3М151 | 1.93 | 4 |
| 060 | Свердлильна | 2Р135 | 1.72 | 4 |
| 065 | Свердлильна | 2Р135 | 0.99 | 4 |
| Всього | 29.8 | |||
Обладнання, яке необхідне для виготовлення даної деталі
| Назва обладнання | Тип, марка | Кількість | Потужність, кВт |
| Радиально-сверлильний | 2М55 | 1 | 4.6 |
| Фрезерний верстат | 692Р | 1 | 6.9 |
| Токарний верстат | 1К62 | 1 | 8.2 |
| Всього 19.2 | |||
| № операції | Ріжучий інструмент | Допоміжний інструмент |
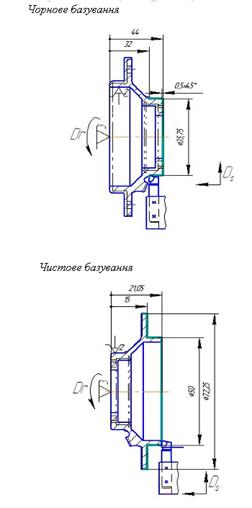
| 005 Фрезерно-центр. | Торцеві фрези 3918541011(2) Т15К6 ГОСТ 9473-80 Центрові сверла 3918541011(2) Р6М5 ГОСТ 14952-75 | Пристрій спеціальний 5.09227 ПКТО.003 ПВ-2 Оправка цехова на фрезу 108.505 |
| 010 015 Токарна | Різець 2102-0055 Т15К6 ГОСТ18877- 73 Різець УИ580-20; Різець контурний Т15К6 2525М15 | Оправка спеціальна на фасоний різець 5.090227 ПКТО,003ПВ |
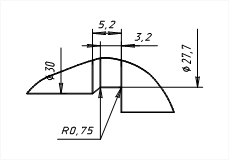
| 020 Фрезерна | Фреза 2234-0353 ГОСТ9140-78 | Пристрій спеціальний 5.09227 ПКТО.003 ПВ-2 |
| 025 055 Круглошліф | Фреза черв’ячна двох західна 301810XXXX | Пристрій спеціальний 5.09227 ПКТО.003 ПВ-2 |
| 060 065 Круглошліф | - Шліф.круг ПП400*50*203 24А40ПСМ15К5 50м/сек. 1кл.А ГОСТ2424-83 шліф круг ПВК660*80*305 24А40-ПС15К550м/с1клА ГОСТ2424-83 | Оправка; два фланці притискні |
Річна програма випуску – 4100 шт.
Спосіб отримання заготовки – штамповка
Похожие работы
... Операція 040 Установку робимо в патроні з вильотом заготівлі 54 мм. Настановною базою служить раніше оброблена поверхня, тому застосовуємо "сирі" кулачки. 1.6 Проектування технологічного маршруту обробки деталі "втулка перехідна" Таблиця 1.1.6.1- Проектування технологічного маршруту обробки "Втулка перехідна" Операція перехід Зміст операції Устаткування Пристосування, допоміжний і ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... тільки не значимою масою і річною програмою випуску визначаємо за формулою Nпр = Тшт.к 60/ + tшт.к Де Тшт.к – трудомісткість річного приведеного випуску деталей T шт. к – трудоємкість виготовлення деталі в хв. Nпр = 91000 60/29.77 = 183406.11 шт Приймаємо Nпр = 183406 шт Кількість верстатів вхідних в нормативну зону обслуговування визначаємо по формулі Но = ( Тмв/Тз + 1 )Кдз ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
0 комментариев