Розрахунок та конструювання ріжучого інструмента
Обґрунтування вибору геометричних параметрів ріжучої частини і конструктивних елементів
Розрахунок та конструювання вимірювального інструмента
Схема базування заготовки в пристрої
Силовий розрахунок пристрою
Гарантійний строк експлуатації - 12 місяців
Навигация
Розрахунок та конструювання ріжучого інструмента
Проектування технологічного оснащення та вимірювального інструменту
33495
знаков
2
таблицы
7
изображений
1. Розрахунок та конструювання ріжучого інструмента
1.1 Призначення та область застосування різця
Одним з найбільш простих і розповсюджених метало ріжучих інструментів є різець. Різці застосовуються на токарних, револьверних, строгальних і інших верстатах. В залежності від виду верстату і виду виконуваної роботи застосовують різці різних типів. Для обточки зовнішніх поверхонь обертання, циліндричних валиків, конічних поверхонь великої довжини і їм подібним деталям, використовують прохідний різець. Прохідні різці бувають прямі і відігнуті. Відігнуті різці отримали широке застосування із-за універсальності, більшої жорсткості, можливості вести обробку в менш доступних місцях.
Відігнутими різцями можна працювати при повздовжній і поперечній подачі і вести точіння поверху, підрізку торця, зняття фасок. Прохідні різці можуть бути чорнові і чистові. Чистові різці мають більший радіус закруглення, що забезпечує отримання більш чистої обробленої поверхні. Якщо необхідно отримати особливо чисту і гладку поверхню, застосовують широкі лопаточні різці. Ці різці працюють з більшою подачею. Однак при значній довжині контакту ріжучої кромки з заготовкою вони схильні до вібрацій, тремтіння.
Прохідні упорні різці мають кут в плані φ=90˚ і застосовуються при обточці ступінчатих валиків і підрізці буртиків, а також при точінні нежорстких деталей.
Підрізний різець призначений для обточки площин, перпендикулярних до вісі обертання, підрізки торців на прохід. Ці різці працюють з поперечною подачею. Розточні різці повинні мати менші поперечні розміри, чим оброблювальний отвір. Вони виходять довгими. Виліт різця повинен бути більшим довжини розточувального отвору. В силу малої жорсткості розточні різці схильні до вібрацій, що не дає можливості знімати стружку більшого перерізу.
При розточці довгих отворів і отворів великих діаметрів широко застосовують державки (оправки) з вставними різцями круглого чи квадратного січення малих розмірів. Користуючись державками, розточку отворів можна виконувати за допомогою одностороннього різця з одною ріжучою частиною з обох торців, різцевої головки, яка складається з декількох різців.
В порівнянні з односторонніми різцями двохсторонні різці і різцеві головки дозволяють забезпечити високу якість обробки. Однак обробка одним різцем має і деякі переваги. При чистовій обробці знятті невеликих припусків ускладнюється установка різців різцевої головки з потрібною точністю, в результаті чого в роботі приймають участь не всі різці. Крім того, при зрізанні твердих включень вісь отворів буде викривленою в наслідок відхилень всієї головки, що може бути причиною браку. При роботі ж одним різцем в таких випадках відхилення різця приведе тільки до зменшення розмірів отвору, що можна виправити при подальшій обробці.
Співвідношення діаметрів розточуваного отвору і оправки повинна бути підібрано так, щоб забезпечити оптимальний виліт різця. Великий виліт різця знижує жорсткість, забезпечує виникнення коливань і порушує стійкість процесу. Малі ж зазори між поверхнями отворів і оправки коливаються в межах 0,3-0,2. Відношення діаметру отворів на токарних, револьверних розточних верстатах користуються державками з вставними різцями.
Відрізні різці служать для відрізання матеріалу від прутків порівняно невеликого діаметра. Вони виконуються з відтягнутою головкою, ширина головки менша ширини тіла різця. Довжина відтягнутої головки вибирають з розрахунків вільної відрізці заготовки. Відрізні різці працюють в край важких умовах, так як їх робоча частина має малу жорсткість, а відвід стружки із зони різання ускладнений. Головка різця має відносно малу товщину. Щоб не ослабляти в значній степені головку, для відрізних різців приходиться приймати невеликі значення різців (1-3˚) в плані φ1 і задніх кутів α1 на допоміжних бічних ріжучих кромок. Це приводить до збільшення тертя, особливо при неточній установці різця чи його неякісної заточки. Тому при роботі відрізними різцями, оснащеними твердим сплавом, часто виникають викришування і ломка ріжучої частини, а також відрив пластинки від державки різця. Для підвищення міцності з’єднання пластин пластинки з державкою, оснащену скосами , напаювати в кутовий паз державки, що відповідно збільшує площу прилягання її до державки. Крім того, бічні стінки пазу перешкоджають зміщенню пластинки під дією бічних сил, виникне них в процесі роботи різця.
В цілях підвищення міцності і жорсткості головки висоту її роблять більше висоти стержня.
Відрізний різець при роботі зазвичай не зрізає весь метал зразу, так як в деякий момент заготовка яка відрізається відламується і в кінці залишається не зрізаний стержень. Якщо необхідно повністю обробити один із торців, не залишаючи на ньому центрального стержня, то головну ріжучу кромку різця оформлюють під кутом φ=75÷80˚, в той час як у звичайних відрізних різців кут в плані φ=90˚.
Знаходять застосування також відрізні різці з симетричною ламаною ріжучою кромкою з кутом в плані φ=60÷80˚. Також оформлений ріжучою частиною різця полегшує його врізання в заготовку, покращує умови видалення стружки, знижує можливість вводу різця. З цією ж цілю на відрізних різцях з кутом φ=90˚ виконують фаски з обох сторін f=1÷1,5 мм під кутом 45˚.
Ці ж різці використовують на строгальних верстатах в прямолінійно-поступальним рухом різця. Строгальні різці працюють в більш тяжких умовах, чим токарні, так як, врізаючись в оброблювальний матеріал з повним січенням зрізу, різець випробовує удар, що погано відбивається на його стійкості.
По роду виконуваних робіт строгальні різці поділяються на прохідні, відрізні, підрізні, пазові та спеціальні. Прохідні строгальні різці призначені для стругання площин з горизонтальною подачею, а підрізні різці – для обробки вертикальних площин з вертикальною подачею. Відрізні і прорізні строгальні різці використовуються при відрізанні і прорізці вузьких пазів. Чистові широкі лопаточні різці застосовуються для чистової обробки площин з великою подачею. Для забезпечення плавного врізання і виходу різця краще застосовувати строгальні різці з кутом нахилу ріжучої кромки λ, який в залежності від умов обробки може коливатися від 10 до 60˚.
Строгальні різці бувають прямі і зігнуті. Прямі різці прості в виготовленні, але менш стійкі до вібрацій в порівнянні з зігнутими. Тому вони застосовуються при величинах вильоту. У випадку роботи з великими вильотами рекомендується користуватися зігнутими різцями, які отримали широке використання в промисловості. В процесі стругання різець під дією сил різання згинається. При згині прямого різця його ріжуча частина врізається в матеріал заготовки і різець працює з заїданням, що понижує якість обробки і додатково навантажує інструмент. При згині зігнутого різця його ріжуча частина буде відходити від заготовки і зрізати меншу кількість матеріалу. Це забезпечує більш спокійне протікання процесу різання, особливо при різких коливань сил різання, викликаних змінами зрізаної кількості, локальними змінами умов оброблюваного матеріалу.
Ріжуча властивість різця залежить перш за все від матеріалу ріжучої частини. Однак ефективне використання ріжучих властивостей високовиробничих інструментальних матеріалів можливе лише при правильному виборі конструкції інструменту і якісного його виготовлення. Це особливо важливо для твердосплавних інструментів, переважно, таких простих, як твердосплавний різець.
Зараз різці, оснащені пластинками твердого сплаву, по суті витіснили різці з швидкорізальної сталі і знаходять широке використання в машинобудуванні. Він представляє собою пластинку твердого сплаву, закріплену на призматичному стержні – державці. Форма пластинки твердого сплаву може бути різною. В промисловості знаходять застосування різці з призматичними пластинами, різці з багатогранними пластинками і різці з круглими чашечними пластинками.
Найбільш поширена конструкція різця складається із державки з припаяною призматичною пластинкою твердого сплаву. Форма і розміри пластинки твердого сплаву повинна відповідати призначенню різця, вибирають їх, виходячи із максимально можливої глибини різання t і подачі S, а також головного кута в плані φ. Довжина головної ріжучої кромки:
![]()
Вся довжина а пластинки не може бути повністю використана. Тому її беруть більшою довжини головної ріжучої кромки а=(1,5÷2,0)l.
Велике значення для напаювання різців мають розміщення пластинки в гнізді державки. При виборі положення пластинки необхідно забезпечити можливо більше число переточувань, економне використання твердого сплаву, створення міцної і надійної конструкції, яка дозволяє вести обробку з високими режимами різання. Раціональне розміщення пластинки з точки зору максимально допустимого числа переточувань залежить від характеру зносу різця.
В процесі обробки різанням різці, оснащені твердим сплавом, зношуються по передній і задній поверхням. Що відновити ріжучу властивість різця, його переточують по передній поверхні на величину Δ с і задньої поверхні на величину Δ h. Вершина різця при заточці зміщується вздовж лінії, паралельно якій і слід розмістити пластинку. В цьому випадку буде забезпечено максимально можливе число переточувань при збереженні незмінними розміри передньої і задньої поверхні, кут врізання пластинки при цьому буде рівний 30-45˚.
Однак таке розміщення пластинки на різці не може бути прийнято, так як знижується міцність конструкції із-за зменшення відстані від опори до пластинки; виникають значні внутрішні навантаження в пластині виду напайки її в закритий паз. Відстань від площини до пластинки різця рекомендується приймати не менше 2/3 висоти державки, а кут врізання пластинки твердого сплаву – близько 12-18˚. З точки зору зменшення трудоємкості заточки кут врізання пластини повинен бути більше переднього кута. У цьому випадку поверхню заточують по найбільшій площадці, яка доторкається до ріжучої кромки, що призводить до значному спрощенні розгляданої операції.
Максимальна міцність твердого сплаву на зжимання вища, чим на згин. Тому краще, особливо при чорновому точінні, коли сила різання велика, розміщувати пластинку вздовж рівнодіючої сил різання. Досліди показують. що при зрізанні товстих стружок рівнодіюча сила незначно відхиляється від задньої поверхні. Тому в цих випадках краще пластинку розміщувати вздовж задньої поверхні. Таке розміщення пластинки прийнято у крупно габаритних різців конструкції ВПІД. Вони знімають стружку перерізом до 120 мм2, що відповідає навантаженню на різець близько 15∙104-20∙104 Н (15-20 т.). Переріз державки такого різця доходить до 80х100 мм, а довжина – до 800 мм.
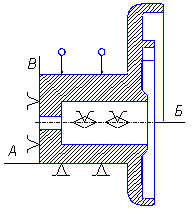
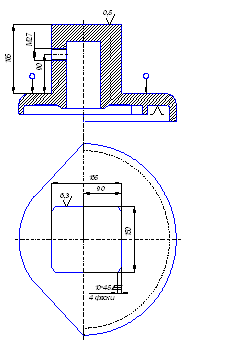
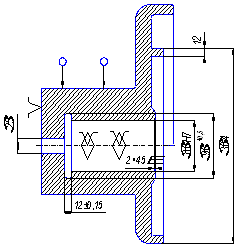
Різець складається з корпусу з закріпленим ножем. Положення ножа в гнізді корпусу фіксується упорним штивтом і закріплюють гвинтом. Стружколом закріплюють гвинтом. Заточують лише ніж різця, державку при цьому з верстату не знімають.
Похожие работы



... технологи НДІ постійно працюють з технологами КБ (більш детально питання розробки будуть розглянуті нижче). Технологи КБ повинні знати основи економіки даного виробництва і ціноутворення вироби для того, щоб розроблювальний технологічний процес дозволяв випускати продукцію більш низькою собівартістю, ніж аналоги. Розроблена технологічна документація з КБ надходить до служби головного технолога, ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
0 комментариев