Розрахунок та конструювання ріжучого інструмента
Обґрунтування вибору геометричних параметрів ріжучої частини і конструктивних елементів
Розрахунок та конструювання вимірювального інструмента
Схема базування заготовки в пристрої
Силовий розрахунок пристрою
Гарантійний строк експлуатації - 12 місяців
Навигация
Схема базування заготовки в пристрої
Проектування технологічного оснащення та вимірювального інструменту
33495
знаков
2
таблицы
7
изображений
3.2 Схема базування заготовки в пристрої
Схема розташування установчих елементів визначається схемою базування заготовки та типом установчих елементів. При розробці принципової схеми визначають найкраще розташування установчих елементів у кожній координатній площині. Для базування заготовки на установочну базу остання повинна мати три установчих елементи. Розташувати їх на заданій площині можна по різному. Добираємо таку схему розташування елементів, при якій були б забезпечені найвища точність встановлення та найбільша стійкість заготовки, що базується .
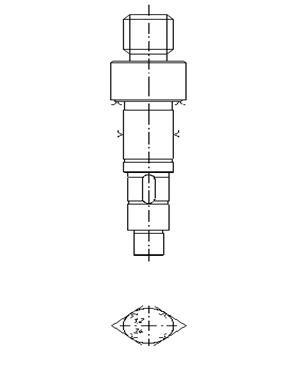
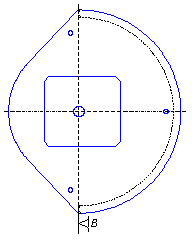
1,2,3,4-подвійні установчі бази;
5,6,7,8-подвійні упорні бази;
9,10-упорні бази.
Рисунок 3.1 – Схема базування заготовки в пристрої.
3.3 Принципова схема пристрою
Принципова схема верстату складається зі схеми розташування установчих елементів, схеми сил затиску заготовки, кінематики передачі зусилля від привода до затискних елементів.
Схема розташування затискних елементів визначається схемою базування заготовки та типом установчих елементів. Згідно зі схемою базування заготовки відома кількість установчих елементів, які мають розташовуватися по трьох координатах, побудованих на комплекті баз заготовки. При розробці принципової схеми визначають розташування установчих елементів у кожній координатній площині. Наприклад, для базування заготовки на установчу базу, остання повинна мати три установчих елементи. Розташувати їх на задній площині можна по-різному. Добирають таку схему розташування елементів, при якій були б забезпечені найвища точність виготовлення та найбільша стійкість заготовки, що базується.
При доборі схеми сил затиску насамперед вирішують, на які координатні площини, що побудовані на установчих елементах пристрою, повинно бути напрямлене силове затискання. З точки зору надійного забезпечення визначеності базування заготовки рекомендується силове затискання напрямляти на кожну з шести опор. Для спрощення пристрою бажано прикладати сили затиску на одну координатну площину, побудовану на установочній базі.
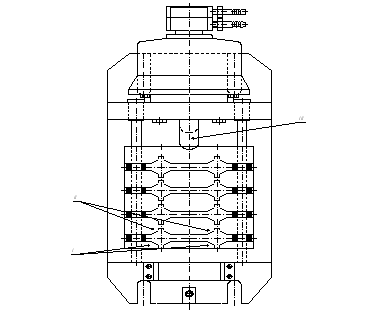
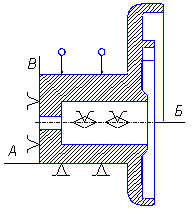
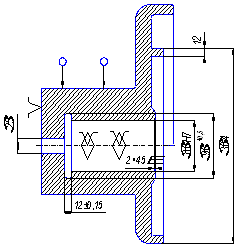
I – схема установчих елементів пристрою (нерухомі призми α=90°)
II – схема затискних елементів пристрою (рухомі призми α=90°)
III – схема передачі зусиль від пневмоциліндра до установчо-затискних елементів пристрою.
Рисунок 3.2 – Принципова схема пристрою.
3.3 Точнісний розрахунок пристрою
Точність обробки заготовок на фрезерних верстатах залежить в основному від способу орієнтації пристрою відносно стола верстату та методу налагодження різального інструменту відносно заготовок.
Фрезерні пристрої на верстаті орієнтують за допомогою напрямних шпонок або центруючи пальців. Елементи для орієнтації пристрою прикріплюють до корпуса з боку його опорної площини і встановлюють у Т-подібний паз стола. Цим досягається паралельність установчих поверхонь пристрою в напрямі поздовжньої подачі стола верстата.
У цьому маємо загальний випадок, коли пристрій встановлений на напрямних шпонках або центруючи пальцях, має забезпечити автоматичне отримання розмірів заданої точності без вивірки. Інструмент встановлений за допомогою кутового установа і щупа, тому умова забезпечення заданої точності розміру матиме загальний вигляд:
![]()
При виконанні операції необхідно забезпечити паралельність оброблюваних поверхонь 0,2мм, тому Тз=0,2мм.
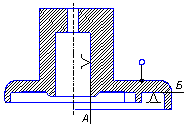
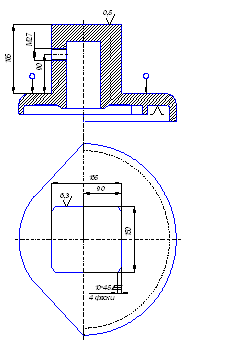
Заготовку в пристрої встановлюють на циліндричну поверхню та торець, який перпендикулярний до неї. Тому схема базування така: зовнішній циліндричний діаметр і торець.
Пристрій встановлюється на верстаті без додаткового налагодження, а ріжучий інструмент встановлюють на розмір з допомогою спеціального елемента – установа.
Основні розміри пристрою:
m – налагоджувальний розмір;
a – паралельність оброблюваних поверхонь між собою.
Призначаємо допуски на основні розміри пристрою:
1) номінальне значення налагоджувального розміру
![]()
2) відхилення на розмір m дістаємо використовуючи співвідношення
![]()
Отже, маємо розмір m=3,5(±0,04)мм;
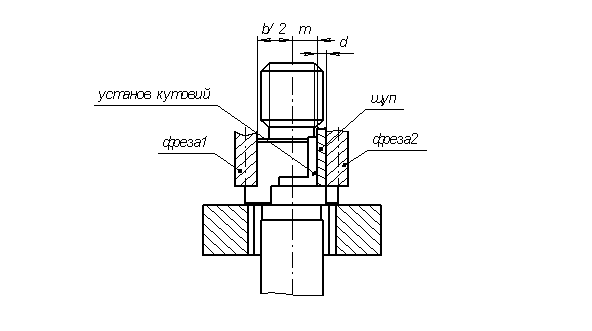
Рисунок 3.3 – Ескіз установки заготовки у пристрої.
3) допуск непаралельності обробляємих поверхонь між собою за рекомендаціями вибирається – 0,04мм на 100мм довжини.
Виконуємо перевірочний розрахунок на точність.
Маємо пристрій з установом, за допомогою якого швидко налагоджується різальний інструмент відносно заготовки і пристрою. Тому розрахунок на точність виконується за формулою:
![]()
де Тз=0,16мм (з креслення де талі),
Кс=0,6 [2,с.59].
1) похибка базування ωб=0, тому що пристрій самоцентруючий і самозатискний;
2) похибка встановлення заготовки ωв.з.
![]()
де похибка центрування заготовки ωц, здійснюється самоцентруючими призмами:
ωц=0,02мм за рекомендаціями [2,с.179].
Враховуємо допуск на зношування установчих елементів призм ωзн:
ωзн = 0,02мм за рекомендаціями [2,с.59].
3) похибка пристрою ωп складається з двох частин:
![]()
де ωп1 – відхилення на розмір m, який визначає положення установа відносно установчих призм:
ωп1=0,04мм;
ωп2 – розраховується згідно умови непаралельності осі шпонки пристрою відносно установчих елементів пристрою. Приймаємо цю величину з умови, що а=0,02мм на 100мм довжини.
![]()
тоді ![]()
4) похибка встановлення інструмента ωн.і.:
ωн.і.=0,03мм за рекомендаціями [2,с.75].
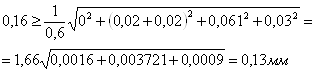
![]()
Отже, умова точності обробки в даному верстатному пристрої виконується.
Похожие работы



... технологи НДІ постійно працюють з технологами КБ (більш детально питання розробки будуть розглянуті нижче). Технологи КБ повинні знати основи економіки даного виробництва і ціноутворення вироби для того, щоб розроблювальний технологічний процес дозволяв випускати продукцію більш низькою собівартістю, ніж аналоги. Розроблена технологічна документація з КБ надходить до служби головного технолога, ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
0 комментариев