Розрахунок та конструювання ріжучого інструмента
Обґрунтування вибору геометричних параметрів ріжучої частини і конструктивних елементів
Розрахунок та конструювання вимірювального інструмента
Схема базування заготовки в пристрої
Силовий розрахунок пристрою
Гарантійний строк експлуатації - 12 місяців
Навигация
Обґрунтування вибору геометричних параметрів ріжучої частини і конструктивних елементів
Проектування технологічного оснащення та вимірювального інструменту
33495
знаков
2
таблицы
7
изображений
1.2 Обґрунтування вибору геометричних параметрів ріжучої частини і конструктивних елементів

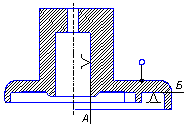
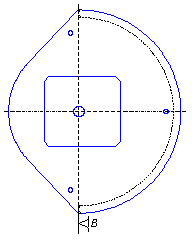
Рисунок 3.5 – Геометричні параметри різця.
Передній кут: γ=20°
Задній кут: α=15°
Кут загострення: β=90°-γ-α=90°-20°-15°=55°
Довжина задньої поверхні: f=0,2 мм
Виліт різця складає 30 мм.
Призначаємо матеріал ріжучої частини різця із твердого сплаву Т15К6 по ГОСТ 19265-73.
Технічні вимоги до різців із ріжучою частиною з твердого сплаву приймаємо по ГОСТ 12509-75.
1.3 Повний конструкторський розрахунок з оформленням необхідних ескізів
Визначаємо режими різання:
1.Глибина різання:
t=(D-d)/2=0,35мм
2.Подача:
S0=0,4мм/об
3.Швидкість різання визначаємо за формулою:
![]()
де Сv=37
y=0,8
x=0,15
m=0,20
Т=60 хв. – стійкість інструмента
![]() - загальний поправочний коефіцієнт на швидкість різання;
- загальний поправочний коефіцієнт на швидкість різання;
 - коефіцієнт на оброблюваний матеріал;
- коефіцієнт на оброблюваний матеріал;
Кuv=1,0 – коефіцієнт на інструментальний матеріал;
Кnv=1,0 – коефіцієнт, що враховує стан поверхні заготовки;
КTv=1,0 – коефіцієнт, що враховує кількість одночасно працюючого інструменту;
KTc=1,0 – коефіцієнт, що враховує кількість обслуговуємих верстатів;
Кφv=1,0 – коефіцієнт, що залежить від головного кута в плані;
Кr=1,0 – коефіцієнт, що враховує вплив параметрів різця на силу різання;
![]()
![]()
4.Частота обертання шпинделя:
![]()
![]()
5. Корекційна швидкість різання:
![]()
6. Сила різання:
![]()
де Ср=408
x=0,72
y=0,8
n=0
![]() - поправочний коефіцієнт
- поправочний коефіцієнт
 - коефіцієнт, що враховує вплив якості обробляємого матеріалу на силові залежності.
- коефіцієнт, що враховує вплив якості обробляємого матеріалу на силові залежності.
Кφр=0,89 – коефіцієнт, що враховує вплив геометричних параметрів ріжучої частини інструмента на складові сили різання.
КλР=1,0 – коефіцієнт, що враховує вплив геометричних параметрів ріжучої частини інструмента на складові сили різання.
КγР=1,0 – коефіцієнт, що враховує вплив геометричних параметрів ріжучої частини інструмента на складові сили різання.
КrP=1,0 – коефіцієнт, що враховує вплив геометричних параметрів ріжучої частини інструмента на складові сили різання.
![]()
![]()
7. Потужність різання:
![]()
![]()
![]()
![]()
Умова виконується.
Визначаємо розміри державки різця:
1. В якості матеріалу для корпусу різця вибираємо вуглецеву Сталь 50 з σв=420 МПа і допустимим напруженням на згинання σі.д.=250 МПа. Глибина різання t = 0,35 мм, подача S0=0,4 мм/об., виліт різця l=30 мм.
2. Головна складова сили різання:
Pz=843,8Н
3. Діаметр круглого перерізу корпусу різця:

Приймаємо найближчий найбільший переріз корпусу (d=25мм).
4. Перевіряємо міцність і жорсткість корпусу різця:
Максимальне навантаження, допустима міцність різця:
![]()
Максимальне навантаження, допустима жорсткість різця:
![]()
![]()
де f=0,05∙10-3 м (≈0,1 мм) – допустима стріла прогину різця при чорновому точінні;
Е=2∙105 МПа =2∙1011 Па – модуль пружності матеріалу корпусу різця;
J – момент інерції прямокутного перерізу корпусу;
![]()
Різець має достатню міцність та жорсткість, так як Pz доп.>Pz<Pz жорс.
![]()
Похожие работы



... технологи НДІ постійно працюють з технологами КБ (більш детально питання розробки будуть розглянуті нижче). Технологи КБ повинні знати основи економіки даного виробництва і ціноутворення вироби для того, щоб розроблювальний технологічний процес дозволяв випускати продукцію більш низькою собівартістю, ніж аналоги. Розроблена технологічна документація з КБ надходить до служби головного технолога, ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
0 комментариев