Розрахунок та конструювання ріжучого інструмента
Обґрунтування вибору геометричних параметрів ріжучої частини і конструктивних елементів
Розрахунок та конструювання вимірювального інструмента
Схема базування заготовки в пристрої
Силовий розрахунок пристрою
Гарантійний строк експлуатації - 12 місяців
Навигация
Силовий розрахунок пристрою
Проектування технологічного оснащення та вимірювального інструменту
33495
знаков
2
таблицы
7
изображений
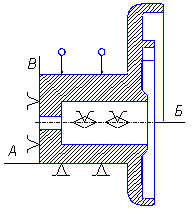
3.4 Силовий розрахунок пристрою
Технологічна схема встановлення і закріплення заготовки є самоцентруючий пристрій у вигляді призм.
Розрахуємо режими різання для фрезерування чотирьох лисок:
Глибина фрезерування 8мм, ширина фрезерування 2,5мм, довжина фрезерування 12,45мм.
Діаметр фрези D=100мм
Кількість зубів: ![]()
Подача на зуб: ![]() [1,т.34,с.283]
[1,т.34,с.283]
Стійкість фрези: Т=120хв [1,т.40,с.290]
Швидкість різання:
![]() ;
;
де КV=0,75;
Коефіцієнт CV=259; [1,т.39,с286]
Показники степеня [1,т.39,с.286]:
q=0,25
x=0,3
y=0,2
u=0,1
p=0,1
m=0,2
Швидкість різання:
![]()
Частота обертання шпинделя:
![]()
Частоту обертання шпинделя вибираємо за паспортом верстату:
![]() ;
;
Дійсна швидкість різання:
![]() ;
;
![]()
Сила різання:
![]() ;
;
де k – коефіцієнт, k=0,25 [1,т.41,с.291]
Коефіцієнт Ср=68,2 [1,т.41,с.291]
Показники степеня [1,т.41,с.291];
x=0,86
y=0,72
u=1
q=0,86
w=0
![]()
Так як обробляється одночасно чотири лиски, то сила різання ![]()
Радіальна сила ![]()
Осьова сила ![]()
![]()
Побудова розрахункової схеми
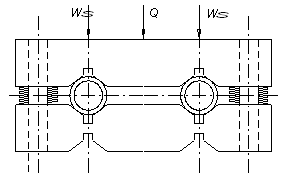
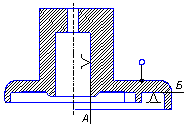
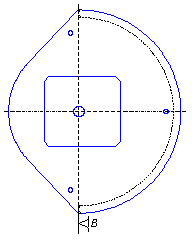
Рисунок 3.4 – Розрахункова схема сил.
Розрахункова схема – це ескіз заготовки в потрібній кількості проекцій або в аксонометрії, зображеної в системі координат X,Y,Z, на якій позначають сили та моменти, що діють на заготовку, а також їх прикладання із зазначенням відстаней. На розрахунковій схемі відображають сили та моменти різання, затискні зусилля, реакції опор і сили тертя. На розрахунковій схемі спрощено позначають установчі та затискні елементи пристрою із зазначенням їх основних розмірів і розмірів між ними.
Складання рівняння рівноваги
Зусилля закріплення визначають шляхом розв’язання системи рівнянь рівноваги заготовки, одержаних на основі розрахункової схеми.
Рівняння рівноваги заготовки згідно з прийнятими умовами можна записати у вигляді:
![]()
де k – коефіцієнт запасу, ![]()
k0=1,2 – гарантований коефіцієнт запасу при віх видах обробки;
k1=1,0 – коефіцієнт, який залежить від поверхневого шару заготовки;
k2=1,2 – коефіцієнт, що враховує збільшення сили різання через зношування інструменту;
k3=1,0 – коефіцієнт, що враховує збільшення сили різання при обробці переривчатих поверхонь;
k4=1,1 – коефіцієнт, що враховує неоднорідність затискних зусиль, прикладених до заготовки;
k5=1,0 – коефіцієнт, що враховує зручність розташування рукояток ручних затискачів.
![]()
f – коефіцієнт тертя, ![]() [2,с.22]
[2,с.22]
Визначення потрібних сил затиску W:
Затискні зусилля – це сили, які безпосередньо діють на заготовку і забезпечують незмінність її положення під час обробки відносно установчих елементів пристрою.
![]()
Сумарна сила затиску заготовок:
![]()
Визначення початкової сили Q:
Початкова сила – це сила на приводі, яка через передавальний механізм створює на заготовці затискне зусилля.
![]()
Визначення основних параметрів пневмоциліндра:
- діаметр мембрани D=125мм;
- діаметр штока d=63мм;
- хід штока L=35…45мм;
- тиск у мережі рп=4кгс/см2;
Визначаємо дійсний робочий хід штока:
![]()
де S – товщина діафрагми. Визначаємо по формулі:
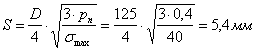
![]() - пружність діафрагми
- пружність діафрагми
Приймаємо S=5,5мм.
![]()
Сила на штоці для затислої діафрагми:
![]()
де с=0,4 – коефіцієнт, що вибирається з відношення D/d, [1,с.211,т.4.6];
m=0,8 – переміщення штоку від початку положення на якусь величину ходу L;
Сила в кінці ходу штока:
![]()
С=0,78 [1,с211,т.4.6]
Приймаємо стандартний пневмоциліндр діаметром D=125мм. Пневмоциліндр7020-0273 по ГОСТ 21821-76.
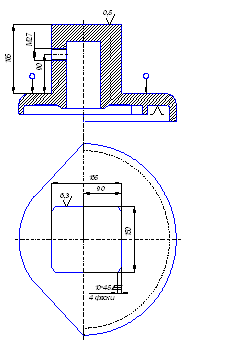
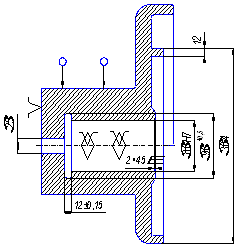
3.5 Розробити загальний вигляд пристрою з технічними вимогами
1) Розміри для довідок
2) H14; h14; ![]() .
.
3) Площинність установчої поверхні А не більше 0,01 мм.
4) Перпендикулярність осей призми до поверхні А не більше 0,01 мм.
5) Маркувати: ![]() .
.
3. Міри безпеки.
_______________________________________________________________________________________________________________________________
4. Правила зберігання
1. Збереження пристрою:
Стелаж__________; Полиця ______________; Гніздо _______________.
2. Після закінчення роботи пристрій протерти, змастити протикорозійним мастилом,покласти в тару.
3. Зберігати пристрій в приміщенні з плюсовою температурою і вологістю повітря не більше 80% з дотриманням всіх норм промсанітарії.
5. Свідоцтво по прийому пристрою.
1. Даний пристрій відповідає кресленню та техвимогам, пройшов випробування в цеху
№ _____підприємства ___________________________ і є придатним для експлуатації.
Акт №______ від „______” ___________________ 2009р.
Конструктор ________________ (________________________________________)
Технолог ________________ (__________________________________________)
Начальник цеха ______________ (__________________________________________)
Майстер інструментальної дільниці ____________ (____________________________)
Похожие работы



... технологи НДІ постійно працюють з технологами КБ (більш детально питання розробки будуть розглянуті нижче). Технологи КБ повинні знати основи економіки даного виробництва і ціноутворення вироби для того, щоб розроблювальний технологічний процес дозволяв випускати продукцію більш низькою собівартістю, ніж аналоги. Розроблена технологічна документація з КБ надходить до служби головного технолога, ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
0 комментариев