Навигация
Выбор режущего инструмента
33617
знаков
10
таблиц
6
изображений
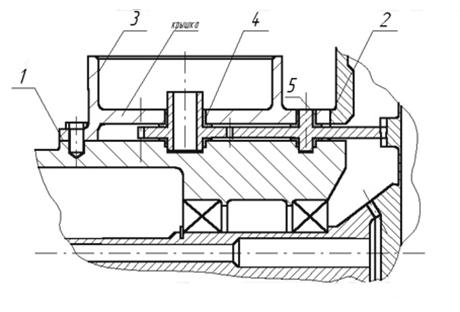
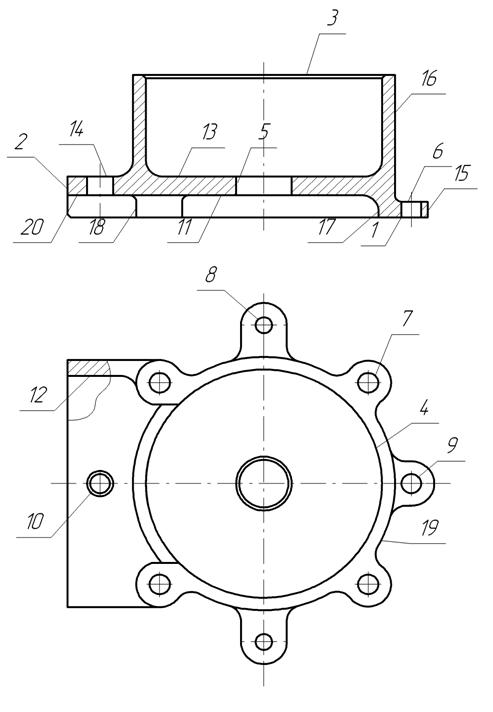
6. Выбор режущего инструмента
Удаление припуска из заготовки осуществляется с помощью режущего инструмента. Результате выбора режущего инструмента представленные в таблице 6.1
Таблица 6.1 - Результаты выбора режущего инструмента
| Наименование | Режущий инструмент | Измерительный инструмент | |||||
| Операции | Переход | ||||||
| Токарно-винторезная с ЧПУ | Установ А | ||||||
| Точение поверхности 14, 11, 7 по программе | Резец контурный T5K10 2103-0714 ГОСТ 20872-80 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон специальный | |||||
| Точение поверхности 1,10,14 по программе | Резец контурный T5K10 2103-0714 ГОСТ 20872-80, Резец контурный T15K6 2103-0714 ГОСТ 20872-80, | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон специальный | |||||
| Растач. отв.3 по программе | Резец расточ. 2140-0007 Т5К10 ГОСТ 2140-0027, Резец расточ. 2140-0007 Т15К6 ГОСТ 2140-0027 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон специальный | |||||
| Токарно-револьверная | Установ А | ||||||
| Подрезание торца 1 | Резец подрез.2112-0005 T5K10 ГОСТ 18880-73 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89 | |||||
| Подрезание торца 2 (начерно) | Резец подрез.2112-0005 T5K10 ГОСТ 18880-73 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Подрезание торца 2 (начисто) | Резец подрез.2112-0005 T15K6 ГОСТ 18880-73 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Точіння пов.3 | Резец прох.PTNR 2525M22 T5K10 TY 2-035-892-82 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Точіння пов.4 (начерно) | Резец прох.PTNR 2525M22 T5K10 TY 2-035-892-82 | Штангенциркуль ШЦЦ-III-400-0,01 ГОСТ 166-89 | |||||
| Точіння пов.5 (начисто) | Резец прох.PTNR 2525M22 T15K6 TY 2-035-892-82 | Штангенциркуль ШЦЦ-III-400-0,01 ГОСТ 166-89 | |||||
| Точіння пов.6 | Резец прох.PTNR 2525M22 T5K10 TY 2-035-892-82 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Точіння пов.7 | Резец фасонный | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |||||
| Точіння фасок 3,5х45˚,3х45˚ | Резец фасоч.2136-0710 ГОСТ 18875-73 | Шаблон специальный | |||||
| Установ А | |||||||
| Сверление 6 отверстий | Спиральное сверло Ø20, 2301-0146 Р6М5 ГОСТ 10903-80 | Штангенциркуль ШЦК-II-125-0,1 ГО | |||||
| Радиально - свердлильная | Установ А | ||||||
| Рассверливание 6 отверстий | Спіральне свердло Ø56, 2301-0146 Р6М5 ГОСТ 10903-80 | Штангенциркуль ШЦК-II-125-0,1 ГО | |||||
| Горизонт. - протяжная | Установ А | ||||||
| Протянуть шп.паз | Протяжка 2405-1128 ГОСТ 18217-80 | Специальний | |||||
| Зубофрезерная | Установ А | ||||||
| Фрезерувати 76 зубів | Фреза 2405-1128 Р6М5 ГОСТ 18217-80 | Зубомер сдвига-2350-АВ Ту2-034-231-88; шагомер шага зацепления М1ГОСТ 3883-81; нормалемер М01-ав ГОСТ 7760-81) | |||||
| Внутришлиф. | Установ А | ||||||
| Шлифов. отв.3 (начерно) | Круг 2720 – 0024 ГОСТ 16167 - 90 | Калибр – пробка 8133-0291 ГОСТ16780-71 | |||||
| Шлифов. отв.3 (начисто) | Круг 2720 – 0024 ГОСТ 16167 - 90 | Калибр – пробка 8133-0291 ГОСТ16780-71 | |||||
Похожие работы
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...





... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
0 комментариев