Навигация
8. Расчет режимов резания
Расчитаем режимы резания для рассверливания отверстия Ø56
Сверление, зенкерование и развёртывание являются наиболее распространёнными технологическими способами обработки круглых отверстий. Сверление (рис.8.1) - основной метод образования отверстий в металле обрабатываемых заготовок.

Рисунок 8.1. Схема резания при сверлении и рассверливании
При сверлении, как правило, используются стандартные свёрла, имеющие две режущие кромки, расположенные диаметрально относительно друг друга.
Просверленные отверстия чаще всего не имеют абсолютно правильной цилиндрической формы. Их поперечные сечения представляют форму овала, а продольные - небольшую конусность.
При сверлении глубина резания принимается t=0,5D, а при рассверливании, зенкеровании или развёртывании t=0,5(D-d), где
D -диаметр инструмента, мм; d - диаметр предварительного отверстия, мм.
t=0,5(D-d)=0,5(56-20)=18 мм
Подачу назначаю руководствуясь приложением 5
S=0.8 мм/об
Назначенная подача должна быть скорректирована по паспорту выбранного станка. При этом необходимо выдержать условие: Sст <S, где Sст - окончательно установленное по паспорту значение подачи.
Scт=0,8 мм/об
Скорость резания, м/мин, определяется:
где D - диаметр сверла, зенкера или развёртки, мм; Kv - общий поправочный коэффициент.
Общий поправочный коёффициент на скорость резания, учитывающий фактические условия резания определяется по формуле:
![]()
где Кмv - коэффициент на обрабатываемый материал; Киv - коэффициент на инструментальный материал; Кlv - коэффициент, учитывающий глубину сверления; коэффициент Kмv рассчитывается следующим образом:
при обработке стали
при обработке серого чугуна
при обработке ковкого чугуна
Коэффициент, учитывающий глубину отверстия Кlv при сверлении принимается в зависимости от диаметра сверла.
![]()
После определения скорости резания, рассчитывается частота вращения шпинделя станка np, 1/мин:
где D - диаметр инструмента, мм.
![]()
Полученное значение np корректируется по паспорту станка и принимается ближайшая меньшая ступень nст
ncт=100 1/мин
Крутящий момент, Нм и осевая сила, Н, рассчитываются по следующим формулам:
![]()
![]()
где См и Ср - коэффициенты, учитывающие условия резания.
![]()
![]()
Эффективная мощность резания определяется по формуле:
Потребная мощность резания:
Nп=Nэ/0,9=6,4 кВт
9. Анализ размерной цепи
Размерной цепью называется последовательный ряд взаимосвязанных линейных размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. Каждая размерная цепь содержит исходное и несколько составляющих звеньев. Под размерной технологической цепью понимают размерные цепи, звенья которых являются операционными размерами и припусками.
Замыкающим размером в размерной цепи называется размер, который в детали получается последним в процессе ее обработки.
Из схемы размерной цепи можно определить уравнение замыкающего звена
![]() (9.1)
(9.1)
где ![]() - сумма увеличивающих составляющих звеньев цепи;
- сумма увеличивающих составляющих звеньев цепи;
![]() - сумма уменьшающих составляющих звеньев цепи.
- сумма уменьшающих составляющих звеньев цепи.
Связь между допусками составляющих и замыкающих размеров определяется правилом суммирования допусков Тi :
![]() (9.2)
(9.2)
Проведем размерный анализ для установочного размера при сверлении отверстия. Замыкающим звеном будет являться размер А1, для него составим размерную схему.

Рисунок 9.1 Размерная схема сверления отверстия
Где конструкторский размер А1 – замыкающий размер;
А1=18-0,4
А2=43,5-0,15
А3=105-0,22
А0=43,5
Определим А0MAX и А0MIN,решив уравнения:

Допуск Т на размер A0 будет равным
![]()
Полученный размер ![]()
Похожие работы
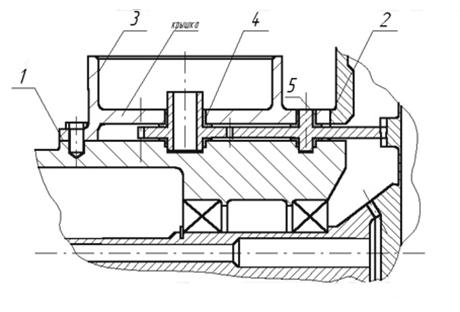
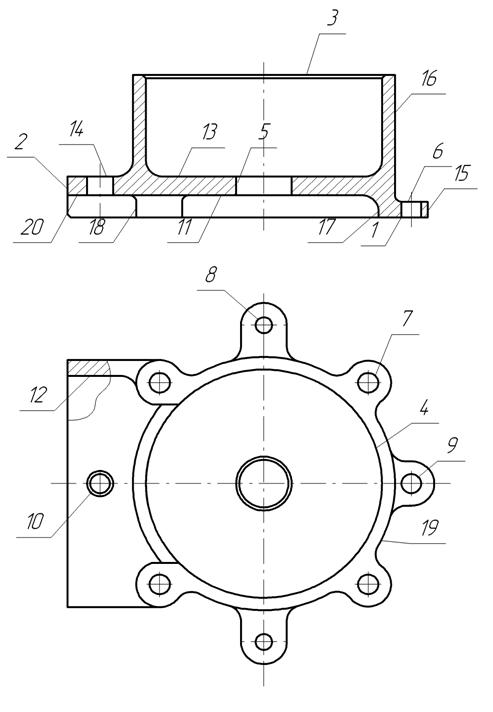
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...





... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
0 комментариев