Навигация
Классификация поверхностей детали
24186
знаков
7
таблиц
1
изображение
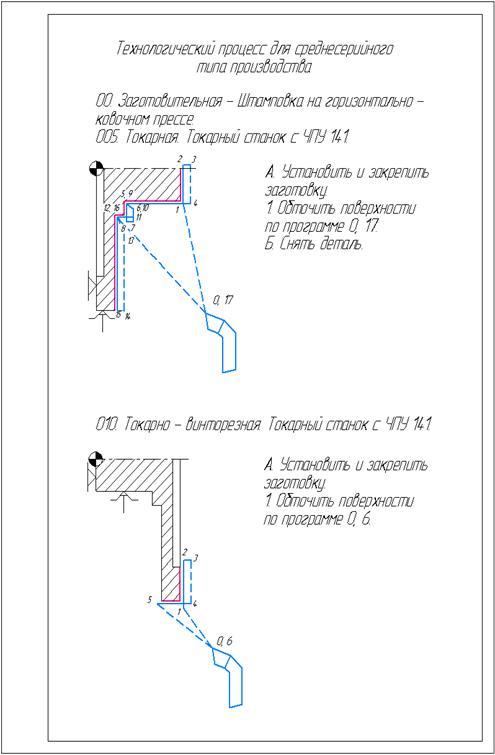
1.3 Классификация поверхностей детали
| Вид поверхности | № поверхности |
| Исполнительные поверхности | 7,8 |
| Основные конструкторские базы | 1,5 |
| Вспомогательные конструкторские базы | 4 |
| Свободные поверхности | 2,3,6,9,10,11,12,13,14,15 |
1.4 Анализ технологичности детали
| № поверхности | Вид поверхности | JТ | Ra, мкм | ТТ Технические условия |
| 1 | Плоская | h9 | 3,2 | / 0,025 |
| 2 | Плоская | h | 12,5 | |
| 3 | Плоская | h | 12,5 | |
| 4 | Плоская | h9 | 1,6 | / 0,025 |
| 5 | Цилиндрическая | H7(+21) | 1,25 | |
| 6 | Цилиндрическая | h10(-84) | 3,2 | |
| 7 | Зубчатая | Н7 | 2,5 | / 0,06 |
| 8 | Зубчатая | Н7 | 2,5 | |
| 9 | Цилиндрическая | h | 20 | |
| 10 | Цилиндрическая | h | 20 |
1.4.1 Качественная оценка технологичности
а) Показатель технологичности заготовки.
Коэффициент обрабатываемости материала резанием Коб=1
б) Простая конструкция детали (отсутствие сложных фасонных поверхностей) позволяет использовать при её производстве унифицированную заготовку.
в) Габаритные размеры детали и ее использование позволяет использовать рациональные методы получения заготовки, такие как: прокат, штамповка, литье.
г) С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно.
д) Обеспечение нужной шероховатости возможно стандартными режимами обработки и унифицированным инструментом.
е) Данная сталь способна легко подвергается ТО.
1.4.2 Показатели технологичности конструкции детали в целом
1. Материал не является дефицитным, стоимость приемлема.
2. Конфигурация детали простая.
а) Конструкционные элементы детали универсальны
б) Размеры и качество поверхности детали имеют оптимальные требования по точности и шероховатости.
в) Конструкция детали обеспечивает возможность использования типовых ТП ее изготовления.
г) Возможность обработки нескольких поверхностей с одного установа имеется:
д) С учётом требований к поверхностям детали (точности, шероховатости), а также их тех назначения окончательное формирование поверхностей детали (ни одной) на заготовительной операции невозможно. Невозможна обработка на проход.
е) Конструкция обеспечивает высокую жесткость детали.
ж) Технические требования не предусматривают особых методов и средств контроля.
Похожие работы
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
0 комментариев