Навигация
Разработка технологических схем базирования
24186
знаков
7
таблиц
1
изображение
4.2 Разработка технологических схем базирования
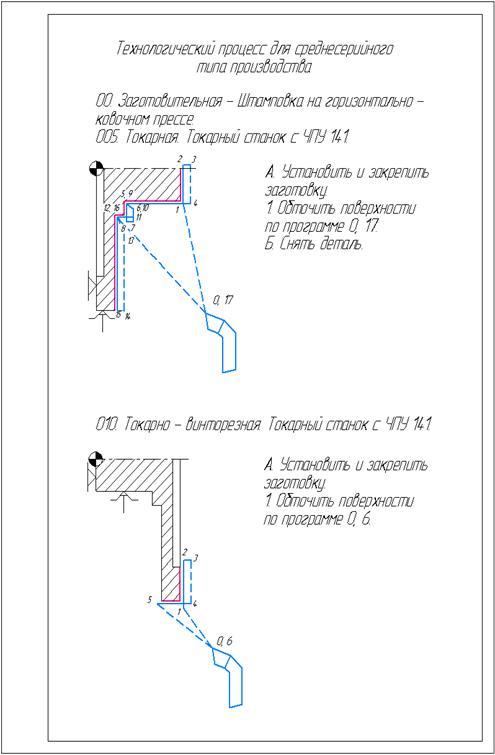
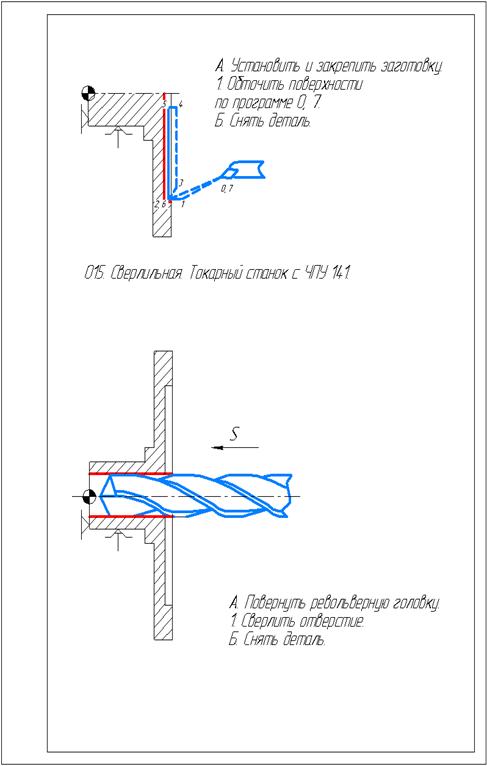
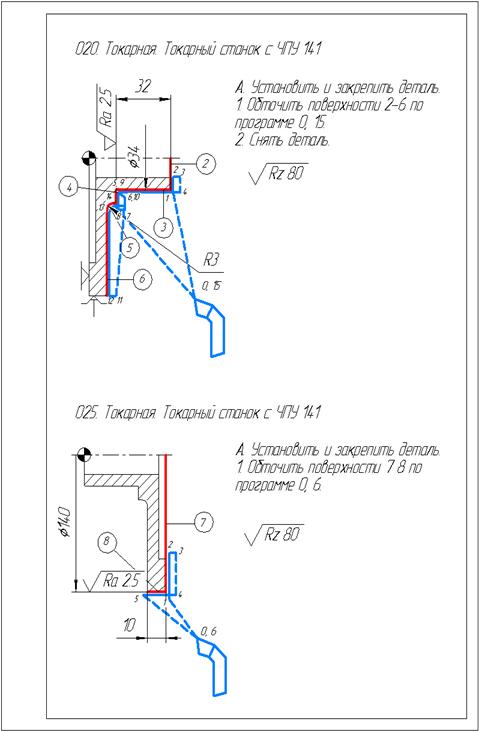
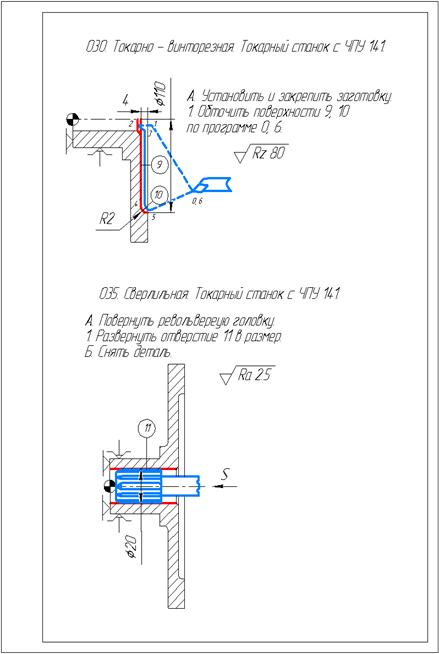
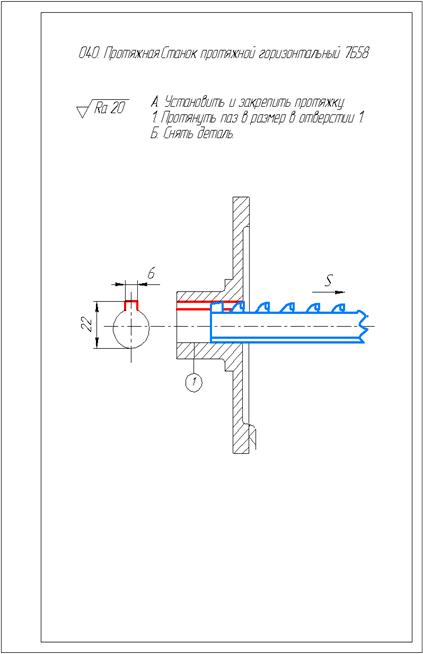
На токарной черновой операции 010 используем явную опорную базу - торец 1, и скрытую направляющую базу – ось детали 16. На токарной черновой операции 020 используем явную опорную базу - торец 4, и скрытую направляющую базу – ось детали 16. На токарной чистовой операции 020 используем явную опорную базу - торец 1, и скрытую направляющую базу – ось детали 16. На сверлильной операции 030 используем явную опорную базу - торец 4, и скрытую направляющую базу – ось детали 16. На протяжной операции 040 используем явную опорную базу - торец 4, и скрытую двойную направляющую базу – ось детали 16. На зубофрезерной операции 050 используем явную опорную базу – торец 2, и скрытую направляющую базу – ось детали 16. На внутришлифовальной операции 080 используем установочную базу - торец 1, и скрытую направляющую базу – ось детали 16. На зубошлифовальной операции 090 используем явную опорную базу – торец 1, и скрытую направляющую базу – ось детали 16. На шлифовальной операции 100 используем установочную базу - торец 1, и скрытую направляющую базу – ось детали 16.
4.3 Расчет припусков
Материал детали:40ХМетод получения детали: штамповка
Тип производства: среднесерийное
Обработка отверстия ведется при установке детали в мембранном патроне.
Технологический маршрут обработки отверстия:
1 – Растачивание черновое
2 – Растачивание чистовое
3 – Закаливание
4 - Шлифование
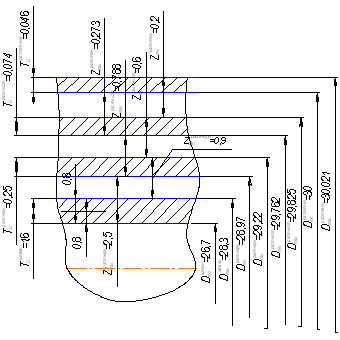
Расчет операционных размеров
| Маршрут обраб. пов-ти | Допуск, мкм ТDi | Припуск, мм | Диаметры, мм | |||
| zimin | zimax | Dimin | Dimax | |||
| Штамповка | 500 ±250 | 26,7 | 28,3 | |||
| Растачивание черновое | 210 | 0,9 | 2,5 | 28,97 | 29,22 | |
| Растачивание чистовое | 52 | 0,6 | 0,788 | 29,762 | 29,825 | |
| Шлифование | 21 | 0,2 | 0,237 | 30 | 30,021 | |
Похожие работы
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
0 комментариев