Навигация
Разработка технологического маршрута изготовления детали
24186
знаков
7
таблиц
1
изображение
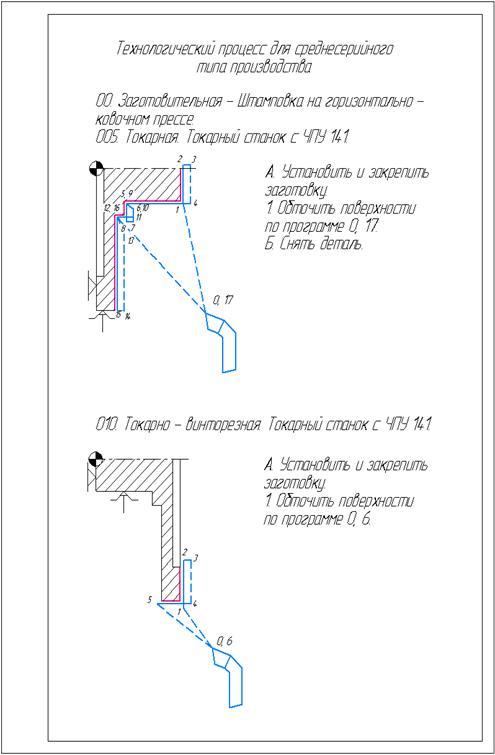
4.4 Разработка технологического маршрута изготовления детали
| № опер. | Наименование операции | JT | Ra, мкм | Наименование перехода | Оборудование |
| 000 | Заготовительная (штамповка) | 14 | 20 | Штамповка | |
| 010 | Токарная | 11 | 12,5 | Установ А: Черновое точение торцев 3,4. Растачивание отверстия 5 под протягивание. Установ Б: Точить начерно поверхности 6,2,1. | Токарно-винторезный станок 16Б16Ф3 |
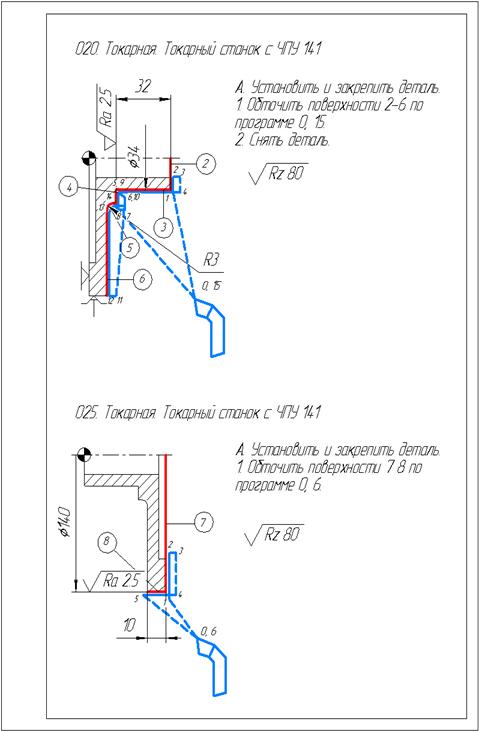
| 020 | Токарная | 9 | 2,5 | Установ А: Чистовое точение торцев 3,4. Растачивание отверстия 5 под протягивание. Снятие фасок в отверстии. Установ Б: Точить начисто поверхности 6,2,1. | Токарно-винторезный станок 16Б16Ф3 |
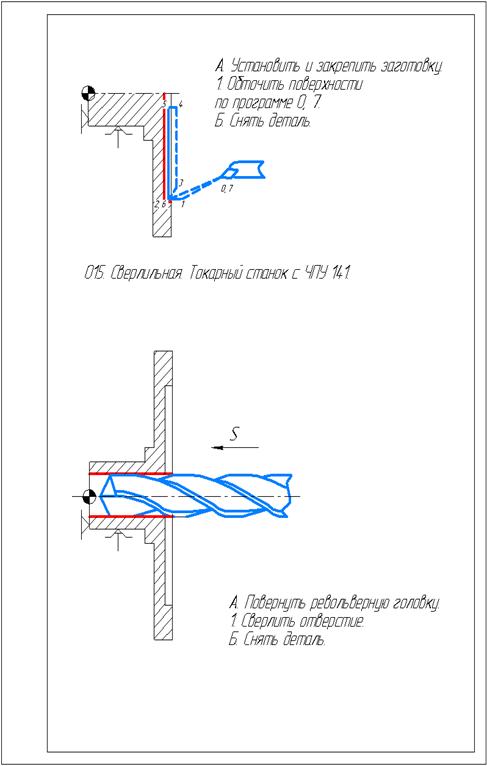
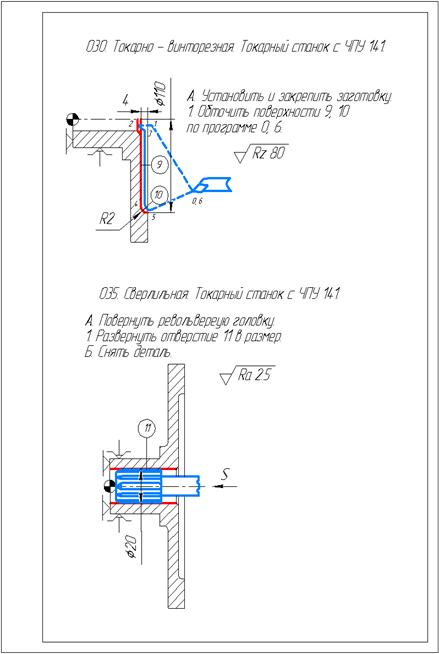
| 030 | Сверлильная | 10 | 12,5 | Сверление шести отверстий пов. 11 | Сверлильный станок 2М57 |
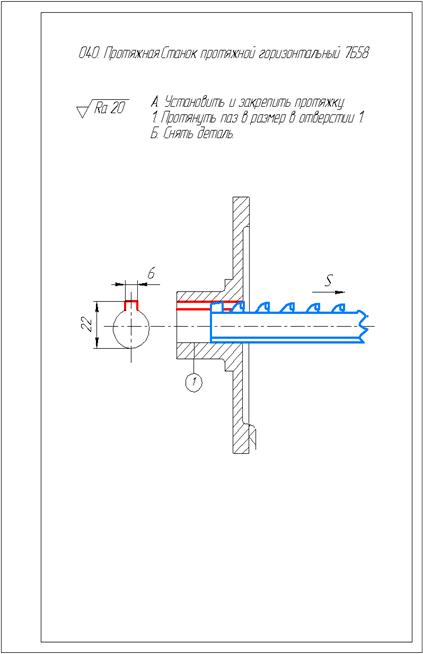
| 040 | Протяжная | 8 | 2,5 | Протягивание шпоночного паза | Протяжной станок 7Б56У |
| 050 | Зубофрезерная | 9 | 6,3 | Фрезерование 72 зубьев, m=1,5 под зубошевингова-ние | Зубофрезерный полуавтомат 5К301 |
| 060 | Зубозакругление Зубозакругление | Закругление 72 зубьев, m=1,5 по радиусу R=2,5 Начисто | Зубозакругляющий полуавтомат 5Н580 | ||
| 070 | Зубошевингова- Ние | 6 | 2,5 | Зубошевингование 72 зубьев, m=1,5 | Зубошевинговаль ный полуавтомат высокой точности 5702 |
| 080 | ТО | ||||
| 090 | Зубошлифование | 7 | 2,5 | Шлифование зубьев | Зубошлифовальный станок 5В830 |
| 100 | Кругло-шлифовальная | 8 | 1,25 | Шлифование чистовое торца 8 и отвертия 5 | Торцекруглошли-фовальный станок 3К227А |
| 110 | Моечная | ||||
| 120 | Контрольная | Микрометр, калибр | |||
V. Выбор средств технологического оснащения
| Операция | Средства технологического оснащения | |||
| Оборудо-вание | Приспособления | Режущий инструмент | Средства контроля | |
| 000 Заготовительная | 16Б16Ф3 с ЧПУ | Патрон токарный трех кулачковый самоцентрирующийся ГОСТ 24351-80 | Резец проходной упорный Т5К10 ГОСТ 26611-85 Резец расточной державочный с пластинами из твердого сплаваТ15К6 ГОСТ 9795-84 Резец подрезной с пластинами из твердого сплаваТ5К10 ГОСТ 18880-73 | ЩЦ-2 калибр |
| 010 Токарная черновая | ||||
| 020 Токарная черновая Установ А | Цанговый патрон | |||
| 020 Токарная чистовая Установ Б | Патрон токарный трех кулачковый самоцентрирующийся ГОСТ 24351-80 | Резец подрезной упорный из Т5К10 ГОСТ 26611-85 Резец контурный Т15К6 ГОСТ 20872-80 | калибр | |
| 030 сверлильная | Рад.-сверл. станок 2М57 | Магнитное приспособление (Пластина с установочными пальцами) ГОСТ 17776-72 | Сверло спиральное Р6М5 ГОСТ 10903-77 | |
| 040 протягивание | 7Б56У | Специальное приспособление | Шпоночная протяжка ГОСТ 23360-78 | |
| 50 зубофрезерная | Зубофрез.станок 5К301 | Цанговый патрон ГОСТ2876-80 | Концевая твердосплавная фреза Т5К10 ГОСТ 18152-72 | Зубомер Смещение-нц1 |
| 060 Зубозакругляющая | Зубозакругл. полуавт 5Н580 | Цанговый патрон ГОСТ2876-80 | Специальное приспособление С7507-4002 | |
| 070 Зубошевинго-вальная | Зубошев. полуавт. высокой точности 5702 | Оправка коническая ГОСТ 6211-70 | Шевер тип 1 ГОСТ 8570-80 | Зубоше-вер смещений ЧЦ-1 |
| 080 ТО | ||||
| 100 Внутришлифо- вальная 090Зубошлифо- вальная | Внутришлиф. 3К227А Зубошлиф.станок 5В830 | Патрон мембранный, центр упорный ГОСТ 18259-72 Цанговый патрон | Круг на керамической основе ПВ 200х40 10038А50 ГОСТ 18118-79 Специальный шлифовальный круг | Датчик активного контроля Торцекруглошлифовальный станок 3Т160 |
| 100 шлифовальная 110 120 | Внутришлифов. станок 3К227В Моечная Контрольная | Патрон мембранный | Шлифовальный круг ПВ 25х30х10 24А16СМ28К | |
VI. Разработка технологических операций
Похожие работы
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
0 комментариев