Навигация
6.2 Расчет норм времени
Для расчета норм времени мы использовали учебное пособие «Курсовое проектирование по технологии машиностроения» под редакцией А.Ф. Горбацевич, В.А. Шкред, стр. 101 – 103, 197 – 214.
Поскольку тип производства среднесерийное, то для токарной и зубофрезерной операции необходимо определить штучно-калькуляционное время по формуле:
Тш-к=Тп-з/n+То+(Ту.с.+Тз.о.+Туп+Тиз)к+Тоб.от (6.8), где
Тп-з – подготовительно-заключительное время;
N – программа выпуска деталей в год;
То – основное время;
(Ту.с +Тз.о) – время на установку и снятие детали, на ее закрепление и открепление;
Туп – время на приемы управления;
Тиз – время на измерение детали;
К – условия среднесерийного производства;
Тоб.от – время перерывов на отдых и личные надобности.
Для внутришлифовальной операции применяем следующую формулу:
Тш-к=Тп-з/n+То+(Ту.с.+Тз.о.+Туц+Тиз)к+Ттех+Торг.+Тот (6.9), где
Тп-з – подготовительно-заключительное время;
N – программа выпуска деталей в год;
То – основное время;
(Ту.с +Тз.о) – время на установку и снятие детали, на ее закрепление и открепление;
Туц – время на приемы управления;
Тиз – время на измерение детали;
К – условия среднесерийного производства;
Ттех. – время на техническое обслуживание;
Торг – время на организационное обслуживание;
Топ- оперативное время.
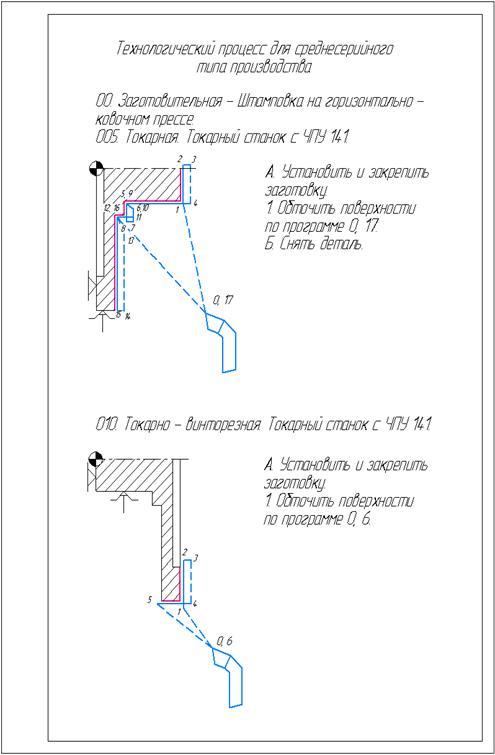
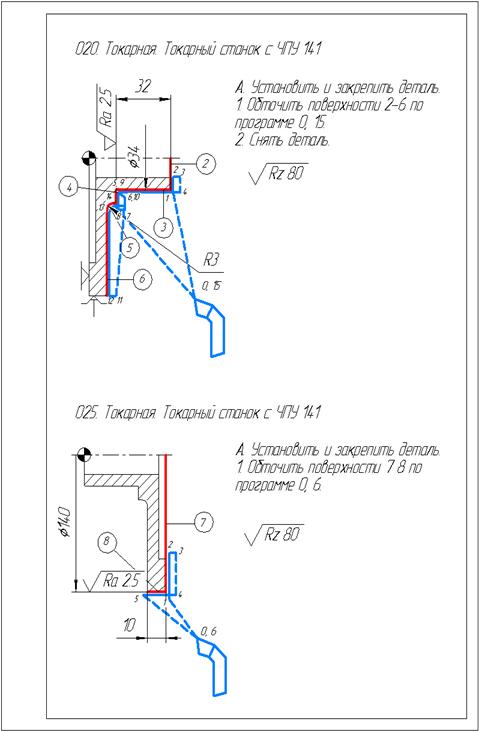
1. Токарная операция 020:
Для токарной операции принимаем следующие значения:
Тп-з=8мин;
N=1100дет/год;
То=0,9+4,7=5,6 мин;
(Ту.с +Тз.о)=0,085 мин;
Туп=0,05 мин;
Тиз=0,07мин;
К=1,85;
Тоб.от=6,5 мин.
Полученные значения подставляем в формулу (6.9):
Тш-к=8/1100+5,6+(0,085+0,05+0,07)1,85+6,5=8/1100+12,47=12,486мин.
2. Зубофрезерная операция 050:
Для зубофрезерной операции принимаем следующие значения:
Тп-з=24мин;
N=1100дет/год;
То=1,2 мин;
(Ту.с +Тз.о)=0,136 мин;
Туп=0,15 мин;
Тиз=0,88мин;
К=1,85;
Тоб.от=8 мин.
Полученные значения подставляем в формулу (6.9):
Тш-к=24/1100+1,2+(0,136+0,15+0,88)1,85+8=24/1100+11,3=11,32 мин.
3. Внутришлифовальная операция 100:
Для внутришлифовальной операции принимаем следующие значения:
Тп-з =7мин;
N =1100дет/год;
То =2,4мин;
(Ту.с +Тз.о) = 0,148мин;
Туц =0,26 мин;
Тиз =0,78 мин;
К =1,85;
Ттех. =0,133 мин ;
Торг =0,038 мин;
Тот=5 мин.
Полученные значения подставляем в формулу (6.9):
Тш-к=7/1100+2,4+(0,148+0,26+0,78)1,85+0,133+0,038+5 =
= 7/1100+9,8=9,806 мин.
Заключение
В ходе работы были выполнены все задачи курсового проекта.
Проанализировав исходные данные детали стало возможным определение:
-выбора типа производства, формы организации технологического процесса изготовления детали;
-выбора метода получения заготовки;
- технологического маршрута изготовления детали;
- технологического маршрута обработки поверхности;
- техн. схемы базирования;
- припусков расчетно-аналитическим методом;
- технологического маршрута изготовления детали;
-выбора средств технологического оснащения;
(технологическое оборудование, станочные приспособления, режущий инструмент, контрольные средства измерения, вспомогательный режущий инструмент)
- технологических операций (расчет режима резания, расчет нормы времени).
Литература
1. Справочник технолога машиностроителя/ Под редакцией А.Г. Косиловой, Р.К. Мещерякова. – М .: Машиностроение,1985.- Т.1,2.
2. Горбацевич А.Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения:- 4-е изд., перераб. и доп.- Выш. школа, 1983, ил.
3. Гжиров Р.И. Краткий справочник конструктора: Справочник - М.: Машиностроение, Ленинград, 1983год.
4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства»
Тольятти, 1992год.
5. Методические указания Боровкова.
6. Станочные приспособления: Справочник. В 2-х т. /Ред. совет: Б. Н. Вардашкин и др. – М.: Машиностроение, 1984. – Т.1. 324 с.
Похожие работы
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
0 комментариев