Навигация
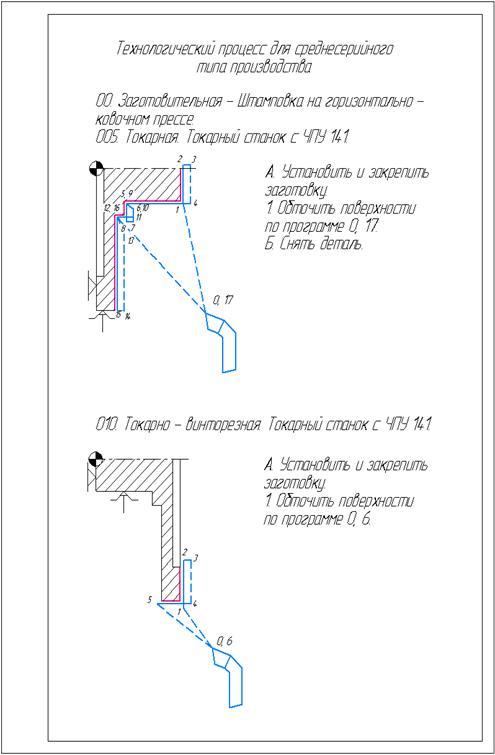
6.1 Расчет режимов резания
Для расчета режимов резания мы использовали «Справочник технолога – машиностроителя» 2 том, под редакцией А.Г. Косиловой и Р.К. Мещеряков, стр. 261 – 265.
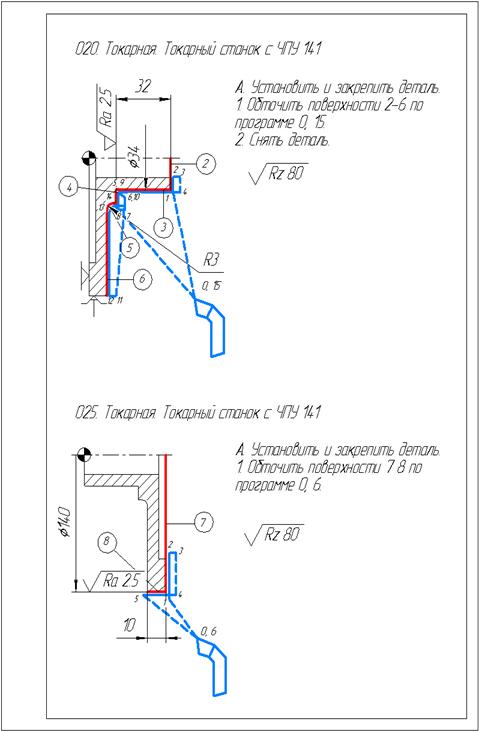
Токарная операция 020: достигнутая шероховатость 6,3.1) Глубина резания t =2 мм
2) Подача S = 1мм/об
3) Скорость определяется по формуле:
u = Сu/Тm×tx×Sy×Ku(6.1), где
Т = 60мин – период стойкости;
t – глубина резания,
s – подача,
Kv – коэффициент, являющийся произведением Ku=Кmu×Кnu×Кuu
Кmu - коэффициент, учитывающий влияние материала заготовки;
Кnu - коэффициент, учитывающий влияние состояния поверхности;
Кuu - коэффициент, учитывающий влияние материала инструмента;
Сu = 340;
Х = 0,15;
У = 0,35;
m = 0,20.
Ku=Кmu×Кnu×Кuu=0,765*0,8*1= 0,612 (6.2)
Полученные значения подставляем в формулу (6.1):
u = ![]() = 103,402 м/мин
= 103,402 м/мин
n=![]() об/мин.
об/мин.
Округляя до стандартного, получим n=450 об/мин.
4) Тангенциальная составляющая силы резания
PZ,Y,X=10*Cp* tx *SY*Vn*Kp (6.3)
где Cp- постоянная для расчета сил резания при точении,
t - глубина резания, мм,
S – подача, мм/об,
v – скорость резания, м/мин.
Kp - поправочный коэффициент, представляет собой произведение ряда коэффициентов, учитывающих фактические условия резания
![]() , (6.4)
, (6.4)
где Кmp- поправочный коэффициент для стали, учитывающий влияние качества обрабатываемого материала на силовые зависимости;
Кφp -поправочный коэффициент, учитывающий влияние главного угла в плане;
Кγp- поправочный коэффициент, учитывающий влияние переднего угла;
Кλp - поправочный коэффициент, учитывающий влияние угла наклона главного лезвия;
Krp- поправочный коэффициент, учитывающий влияние радиуса при вершине.
Подставляя табличные значения данных коэффициентов в формулу 6.4 получим:
Кр=1,1.
Кmp=1, СР=300
Кφp=1, x=1
Кγp=1,1, y=0,75
Кλp=1 n=-0,15
По формуле 1 вычисляем тангенциальную составляющую силы резания:
PZ=10*300* 21 *10,75*103,402-0,15*1,1=3291 Н.
Py-радиальная составляющая силы резания
PY=10*Cp* tx *SY*Vn*Kp,
![]() =1•1•1,4•0,75=1,05.
=1•1•1,4•0,75=1,05.
Кmp=1, СР=243
Кφp=1, x=0,9
Кγp=1,4, y=0,6
Кλp=0,75 n=-0,3
PY=10*243* 20,9 *10,6*103,402-0,3*1,05=1113 Н.
PX- осевая составляющая силы резания
PX=10*Cp* tx *SY*Vn*Kp,
![]() =1•1•1,4•1,07=1,05.
=1•1•1,4•1,07=1,05.
Кmp=1, СР=339
Кφp=1, x=1
Кγp=1,4, y=0,5
Кλp=1,07 n=-0,4
PX=10*339* 21*10,5*103,402-0,4*1,05=3291 Н.
5) Расчет мощности
N=Рz×u /1020×60=5,56 кВт (6.4)
Зубофрезерная операция 060: достигнутая шероховатость 6,3.
Скорость определяется по формуле:
u = СuDq×/Bu×Тm×tx×Sy×Ku×zр (6.5), где
Сu=244;
q=0,44;
u=0,1;
m=0,37;
x=0,24;
y=0,26;
Ku=1,4;
Р=0,13;
Т=240 мин.
В=10,29.
Найденные значения подставляем в формулу (6.5):
u =![]() м/мин.
м/мин.
n= 1000×u /p×D (6.6)
n= 1000×103,4 /p×40= 850 об/мин.
Внутришлифовальная операция 080: достигнутая шероховатость 1,25.
Переход 1: шлифование отверстия.
N= СN ×uзч ×Dq×tx×Sy (6.7)
СN =0,3
uзч =35м/мин
t=0,005
S=0,25*30=7,5
ч=0,35
х=0,4
у=0,4
N= 0,3 ×350,35 ×0,0050,4×7,50,4×300,3=0,777 кВт
Переход 2: шлифование торца
N= СN ×uзч ×tx×bz(6.7)
N= ![]() кВт.
кВт.
CN=0,59,
b=50,
v3=10 м/мин,
r=0,7
x=0,5
t=0,005 мм,
z=1.
Похожие работы
Нижний Тагил 2008 Содержание Анализ точности и шероховатости Анализ технологических требований Технологический процесс единичного типа производства Технологический процесс среднесерийного типа производства Технологический процесс массового типа производства Чертеж детали Наладка на операциях Анализ точности и шероховатости Поверхность Шероховатость Ra, мкм Квалитет ...
... изгибу, изнашиванию и заеданию. Каждый из указанных критериев работоспособности зависит от воздействия на поверхностный слой зубьев комплекса технологических и металлургических факторов. В современном производстве зубчатых колес преимущественно применяется технологический процесс с цементацией рабочих поверхностей колес. В этом случае технологический процесс изготовления включает в себя ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
0 комментариев