Классификация поверхностей детали
Выбор методов обработки отдельных поверхностей
Разработка маршрутной технологии
Расчет припусков аналитическим методом
Расчет промежуточных припусков табличным методом
Содержание операции, содержание переходов, длина обработки и величина припуска приведены в таблице 6.4
Содержание операции, содержание переходов, величина припуска приведены в таблице 6.5
Расчёт сил
резания
Содержание операции, содержание переходов, длина обработки и величина припуска приведены в таблице 6.7
Навигация
Расчет припусков аналитическим методом
Разработка технологического процесса изготовления фрезы червячной
32257
знаков
19
таблиц
4
изображения
4.1.1 Расчет припусков аналитическим методом
Рассчитаем припуски на одну поверхность аналитически, на остальные поверхности- по таблицам.
Исходные данные
Заготовка выполнена из проката нормальной точности
Рассчитаем припуски на Æ50-0,046
Последовательность обработки данной поверхности, оборудование, установка приведены в таблице 6.1.
Таблица 6.1
| № | Методы обработки поверхности | Код операции | оборудование | Установка заготовки |
| 1 | Точение черновое | 070 | 16К20Ф3 | В центрах |
| 2 | Точение чистовое | 080 | 16К20Ф3 | В центрах |
| 3 | Шлифование | 145 | 3М151 | В центрах |
Данные исходных значений допусков, элементов припуска и расчетов припуска приведены в таблице 6.2.
Таблица 6.2
| № пер | Технологический переход | Элементы припуска, мкм | 2Z min мкм | Опе-рац до-пуск Td/JT | di min мм | Предельн. размеры мм | Предельн. припуски мм | ||||||
| Rzi-1 | h i-1 | r i-1 | eуст i-1 | ||||||||||
| di min | di max | 2Z max | 2Z min | ||||||||||
| 1 | Прокат | 150 | 250 | 517 | - | - | 1400 16 | 52,396 | 52,396 | 53,796 | - | - | |
| 2 | Точить начерно | 40 | 50 | 31 | 350 | 2048 | 460 13 | 50,348 | 50,348 | 50,808 | 3,448 | 1,588 | |
| 3 | Точить начисто | 20 | 25 | 21 | 21 | 254 | 120 10 | 50,094 | 50,094 | 50,214 | 0,714 | 0,134 | |
| 4 | Шлифовать | 5 | 15 | 10 | 14 | 140 | 46 8 | 49,954 | 49,954 | 50,000 | 0,260 | 0,094 | |
Расчет припусков по переходам
Элементы припуска- величину микронеровностей Rz и глубину дефектного слоя h назначаем по таблицам [2, с. 66, табл 3.23] и [ 3,с. 69, табл 3.25]
Определим элементы припуска rо и eуст
Суммарное отклонение расположения проката
rо = Örом2 +rц2 (6.1)
где rом- величина отклонения расположения проката
rц- величина отклонения расположения заготовки при центровке
rом = 2Dк×L = 2×0,6×240 = 288 мкм (6.2)
где L-длина заготовки
погрешность установки при базировании заготовки в центрах
rц = 0,25Ödз2 + 1 (6.3)
где dз – допуск на поверхности, используемые в качестве базовых на центровальных операциях
dз = 1,4 мм
rц = 0,25Ö1,42 + 1= 0,430 мм
rо = Ö2882 +4302 = 517 мкм
Остаточное суммарное расположение заготовки после токарной чистовой обработки
rост =Ку×rо (6.4)
где Ку- коэффициент уточнения [9,с. 190]
для перехода 2 Ку =0,06
для перехода 3 Ку =0,04
для перехода 4 Ку =0,02
тогда
r2 = Ку2×rо = 517×0,06 = 31
r3 = Ку3×rо = 517×0,04 = 21
r4 = Ку4×rо = 517×0,02 = 10
погрешность установки при базировании заготовки в центрах
eуст= 0,25eзаг = 0,25×1,4 = 0,350 мм (6.5)
погрешность установки
eуст2 = eуст Ку2 = 350×0,06 = 21
eуст3 = eуст Ку3 = 350×0,04 = 14
минимальный припуск на черновую обработку
2Zmin=2(Rz+h)+2Ö r2 + eуст2 (6.6)
2Zmin токар черн = 2(150+250+Ö5172+3502)= 2048 мкм
минимальный припуск на чистовую операцию
2Zmin токар чист = 2 (40+50+Ö312+212) = 254 мкм
2Zmin шлифов = 2 (20+25+Ö212 +142) = 140 мкм
промежуточные расчетные размеры по обрабатываемым поверхностям
di-1 min=di min +2Zmin (6.7)
d min шлиф = 49,954 мм
d min токар чист = 49,954+0,140 = 50,094 мм
d min токар черн = 50,094+0,254 = 50,348 мм
d min заготов = 50,348+2,048 = 52,396 мм
di max = di min +Tdi (6.8)
d max шлиф = 49,984+0,046= 50,000 мм
d max токар чист = 50,094+0,120= 50,214 мм
d max токар черн = 50,348+0,46 = 50,808 мм
d max заготов = 52,396+1,40 = 53,796 мм
максимальные припуски
2Zmax = di-1 max - di min (6.9)
2Zmax шлиф = 50,214-49,954 = 0,260 мм
2Zmax токар чист = 50,808-50,094 = 0,714 мм
2Zmax токар черн = 53,796-50,348 = 3,448 мм
минимальные припуски
2Zmin = di-1 min - di max (6.10)
2Zmin шлиф = 50,094-50,000 = 0,094 мм
2Zmin токар чист = 50,348-50,214 = 0,134 мм
2Zmin токар черн = 52,396-50,808 = 1,588 мм
проверка результатов расчёта
2Zimax - 2Zimin = TDi+ TDi-1 – условие проверки (6.11)
2Z4max - 2Z4min = 0,260-0,094=0,166
TDi+ TDi-1 = 0,120+0,046 = 0,166
2Z4max - 2Z4min = TDi+ TDi-1 = 0,166– условие проверки выполнено, значит, расчёт припусков выполнен верно.
 2Zmax токар чист = 3,448
2Zmax токар чист = 3,448
2Zmin токар чист = 1,588
2Zmax токар чист = 0,714
2Zmin токар чист = 0,134
2Zmax шлифов = 0,260
2Zmin шлифов = 0,094
d min шлифов = 49,954
d max шлифов = 50,000
d min токар чист = 50,094
d max токар чист = 50,214
d min токар черн = 50,348
d max токар черн = 50,808
d min заготов = 52,396
d max заготов = 53,796
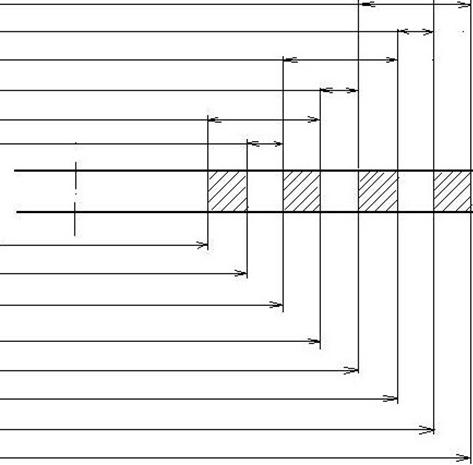
Рисунок 6.1- Схема припусков
Похожие работы





... Заготовка h14 30 Черновое точение h14 1,5 Т40 1,4 28,6 Чистовое точение h12 1,2 Т40 1,2 27,4 шлифование 0,40 Т40 0,40 27 5. Разработка технологического процесса изготовления заданной детали 005 Заготовительная Рассчитать припуски 010 Фрезерно-центровальная 1 Фрезеровать торцы 2 Засверлить ...
... припуски на обработку и допуски размеров. Радиусы закруглений наружный R = 3..5 мм. Штамповочные уклоны наружных поверхностей - 7°. 4 Выбор технологического маршрута и составление плана операций технологического процесса изготовления детали Технологический процесс изготовления детали показан в таблице 4.1. Таблица 4.1 – Маршрутное описание ТП Операция Оборудование Режущий инструмент ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...
0 комментариев