Навигация
2. Самоторможение в резьбе
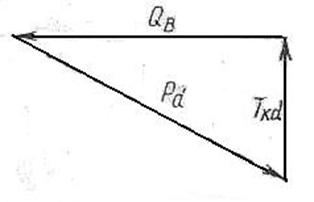
Самоторможение – это сохранение затянутого положения гайки так, что для ее отвинчивания следует приложить момент, противоположного направления моменту завинчивания. Момент отвинчивания:
Тотв = 0,5 Fзатd2[tg(j1 – y) + fTdср / d2].
Условие самоторможения: Тотв ³ 0. Без учета трения на торце гайки (ТТ = 0) должно быть tg(j1 – y) ³ 0 и j1 ³ y.
Если в среднем y = 2030¢, то j1 ³ 2030¢; arctg f = j1 / 1,15; f ³ tg2017¢ или
f ³ 0,04. С учетом влияния момента ТТ f ³ 0,02.
Таким образом, при статической нагрузке все крепежные резьбы самотормозящие. При вибрациях j1 уменьшается вследствие микроперемещений поверхностей трения, смятия микронеровностей на рабочих поверхностях резьбы, и резьбовая пара самоотвинчивается. Поэтому при переменных нагрузках обязательно применение стопорных устройств.
3. КПД резьбовой пары
КПД резьбы определяют как отношение полезной работы на винте к затраченной работе на ключе при повороте гайки на произвольный угол.
Без учета трения на торце гайки КПД равен:
h = tgy / [tg(y + j1)].
При y = 2030¢ и f = 0,1 h » 0,3, а с учетом трения на торце (момента ТТ) КПД еще ниже.
4. Распределение осевой силы по виткам резьбы
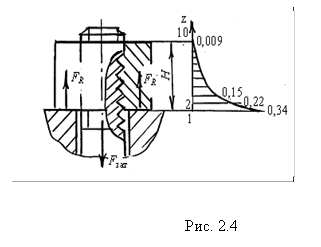
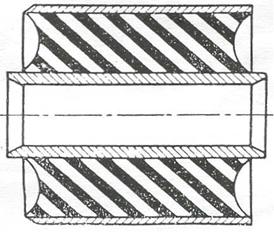
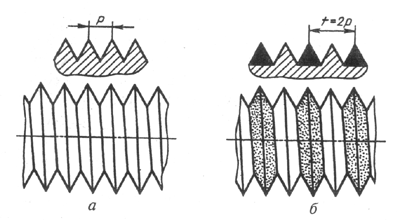
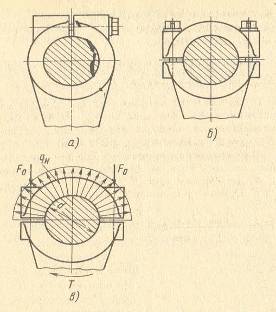
На рис. 2.4 показано распределение осевой силы Fзат по виткам резьбы. На первый виток резьбы приходится около 1/3 Fзат, а на последний, десятый
виток – менее 1/100 Fзат. Основная причина столь неравномерной нагрузки – разноименное сочетание деформаций витков: болт растянут, гайка сжата.
 Не имеет смысла увеличивать высоту гайки за счет числа z витков (более десяти). Например, у стандартных шестигранных гаек при Н = 0,8d z = 6.
Не имеет смысла увеличивать высоту гайки за счет числа z витков (более десяти). Например, у стандартных шестигранных гаек при Н = 0,8d z = 6.
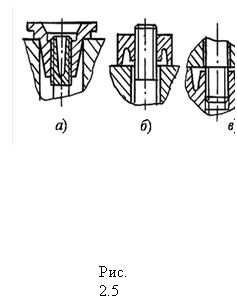
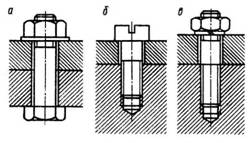
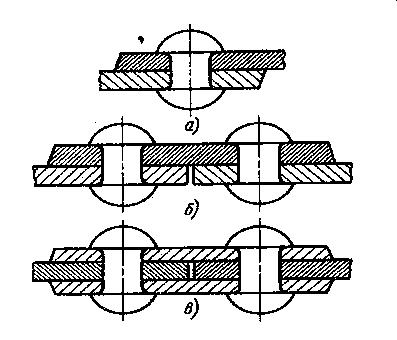
Все конструктивные мероприятия для выравнивания нагрузки по виткам резьбы направлены на создание одноименных деформаций в районе первых витков. Например, на рис. 2.5, а приведена «висячая» гайка, на рис. 2.5, б – гайка с поднутрением, на рис. 2.5, в-гнездо под ввинчиваемый конец шпильки. Под действием силы Fзат (да еще добавится сюда сила от рабочей нагрузки) произойдет либо разрыв стержня винта, либо срез резьбы.
5. Прочность резьбового участка стержня болта
При сборке стержень болта растягивается силой Fзат и скручивается моментом ТР сил сопротивления в резьбе. Момент ТТ на торце гайки на стержень не передается.
Эквивалентное напряжение для пластичных материалов:
sЕ = (s2 + 3t2)1/2 £ [s]Р, (2.5)
где s = Fзат /А; А = pdP2/ 4; t = TP/ WК; TP = 0,5d2tg(y + j1); WК = pdP3/ 16.
За расчетный диаметр dР принят d1 – внутренний диаметр резьбы стержня.
Формулу (2.5) после подстановки в нее s и t представим в виде
sЕ = s{1 + 12 [tg(y + j1) d2/d1]2}1/2 £ [s]Р.
При y = 2,50; j1 = 1,15arctgf и f = 0,15 j1 = 9,80; d2 / d1 » 1,06 будем иметь sЕ = 1,28s. За расчетное значение принимают 1,3s.
Условие прочности при затяжке гайки:
s = 1,3 Fзат / (pd12/ 4) £ [s]Р, (2.6)
где коэффициент 1,3 учитывает влияние скручивания стержня болта при затяжке гайки.
Рассчитывая напряжения по формуле (2.6), следует сделать вывод: при затяжке гаек с резьбой меньше М12 обязательно должен быть контроль усилия затяжки во избежание разрушения болтов.
6. Прочность витков резьбы на срез
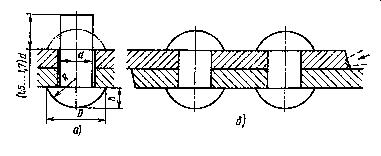
Из условия равнопрочности витков резьбы на срез и стержня болта на растяжение определена необходимая глубина завинчивания l1 (рис. 2.1) винтов и шпилек для различных материалов деталей: в сталь пластичную l1 = d, с пониженной пластичностью 1,25d; в чугун l1 = 1,25d и 1,6d; в легкие сплавы l1 = 2d и 2,5d.
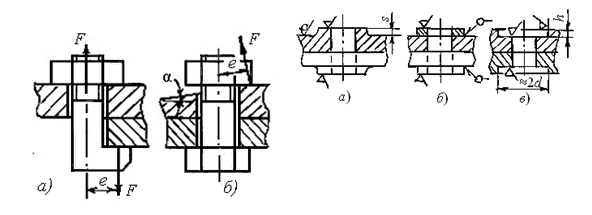
7. Эксцентричное нагружение болта
Эксцентричная нагрузка возникает
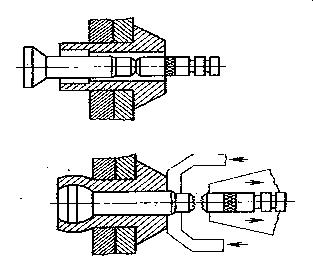
а) в болтах с так называемой костыльной головкой (рис. 2.6, а);
б) при перекосах опорных поверхностей под гайкой или головкой болта
(рис. 2.6, б).
Рис. 2.6 |
|
Под действием силы F в стержне болта действуют напряжения растяжения sР и изгиба sи. При этом, как показывают расчеты, sи во много раз может превышать sР. Напряжения изгиба являются самыми опасными для прочности болтов, винтов и шпилек.
Отсюда правила конструирования:
1. Не допускать черновых (необработанных) поверхностей под гайками, головками, шайбами.
2. Несопрягаемые (свободные) поверхности корпусных деталей не обрабатывают. В местах установки крепежа следует предусматривать:
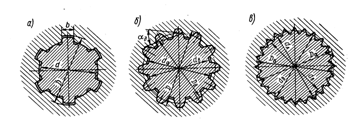
а) на литых деталях – бобышки (местные выступы) под обработку высотой S = 2…3 мм (рис. 2.7, а);
б) на сварных деталях – платики (рис. 2.7, б);
в) на любых деталях – цековки глубиной h = 1,25…1,6 мм (рис. 2.7, в).
3) Использовать сферические, косые шайбы и другие выравнивающие от изгиба устройства.
Похожие работы
... приведенных на рисунке 4. В обозначение резьбы входят слово Резьба и все необходимые размеры, и предельные отклонения, а также сведения о числе заходов, направлении резьбы. Условное изображение резьбы в сборе На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в ...
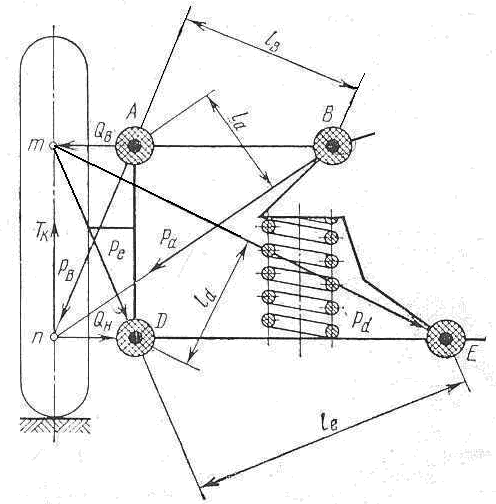
... . Наряду с названными выше шарнирными соединениями в современных подвесках применяются соединения обычных типов. Однако применение таких соединений непрерывно сокращается. В данном курсовом проекте мы заменим резьбовые соединения рычагов подвески автомобиля ГАЗ-24 на резинометаллические шарниры и рассмотрим их влияние на жесткость подвески. 1. Исходные данные В = 2,8 м. - база подвески; ...
... выполнить сквозное отверстие и материал этой детали (с резьбой) не обладает высокими прочностными свойствами (пластмасса, алюминиевые, магниевые сплавы). Поэтому применение винта при частой разборке и сборке соединения из-за малой прочности резьбы не рекомендуется. Шпилька же ввинчивается в деталь с резьбой малой прочности только один раз – при сборке, при последующих разборках и сборках будет ...
... болта. Обычно назначают σ0 = (0,4?0,7) σT. Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений. 14. Соединения с натягом Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими ...
0 комментариев