Навигация
Розрахунок режимів різання при обробці деталі
21070
знаков
5
таблиц
10
изображений
Міністерство освіти і науки України
Житомирський державний технологічний університет
Кафедра ТМ і КТС
Група
Контрольна робота
з курсу „Теорія різання”
ТЕМА: «Розрахунок режимів різання при обробці деталі – Корпус»
Житомир
Вибір деталі та методів обробки
1.1 Вид, призначення та характеристики деталі
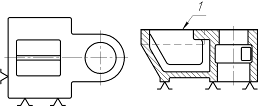
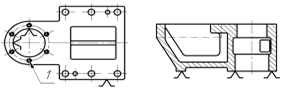
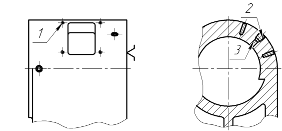
Для виконання заданої контрольної роботи обрана деталь „корпус” [додаток 1], що входить до складу приводу поздовжніх подач револьверного супорту верстату 1В340Ф30. Токарно-револьверний верстат з револьверною головкою на хрестовому супорті з ОСУ підвищеної точності мод. 1В340Ф30 призначений для виконання різноманітних токарних робіт у межах встановленої потужності, в основному, при обробці складних деталей зі ступінчатим і криволінійним профілем, умовах серійного та дрібносерійного виробництва.
Задана деталь („корпус”) призначена для закріплення кулькової гвинтової пари поздовжнього переміщення супорту верстата. Поздовжні переміщення револьверного супорту здійснюються за допомогою високомоментного електродвигуна, що встановлюється на кронштейні, який кріпиться до правого торцю станини. Обертання двигуна на пару гвинт-гайка кочення передається зубчастою пасовою передачею. Опорою гвинта служать підшипники, що встановлюються в „корпус” (задана деталь), який жорстко кріпиться на правому торці станини.
Матеріал деталі: сірий чавун СЧ20 ГОСТ 1412–85. Заготовка деталі отримується литтям. Виливка потребує застосування стержневої формовки для утворення внутрішніх порожнин. Ряд поверхонь деталі – необроблювані.
1.2 Технологічний процес обробки деталі
Маршрут обробки деталі „корпус” подано у таблиці 1.1.
Таблиця 1.1.
| Назва і номер операції | Ескіз | Обладнання | Зміст операції |
| 1 | 2 | 3 | 4 |
| 05 Розміточна | Ї | Плита розміточна ГОСТ 10905-75 | Перевірити виливку на придатність за усіма параметрами; Розмітити поверхню в оброблюваний розмір |
| 10 Фрезерна |
| Вертикально-фрезерний верстат 6Н13П | Фрезерувати поверхню 1 начорно |
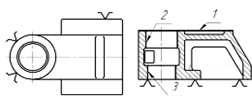
| 15 Фрезерно-розточувальна |
| Вертикально-фрезерний верстат з ЧПК 6Р13Ф3 | Фрезерувати поверхню 1 начорно Розточити отвір 2 начорно Розточити отвір 3 начорно |
| 20 Фрезерна |
| Вертикально-фрезерний верстат 6Н13П | Фрезерувати поверхню 1 напівчисто; Фрезерувати поверхню 1 начисто |
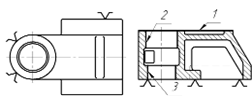
| 25 Фрезерно-розточувальна |
| Вертикально-фрезерний верстат з ЧПК 6Р13Ф3 | Фрезерувати поверхню 1 напівчисто і начисто; Розточити отвір 2 напівчисто і начисто; Розточити отвір 3 напівчисто і начисто |
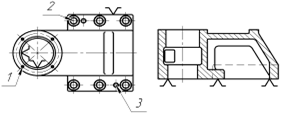
| 30 Свердлувальна |
| Вертикально- свердлувальний верстат з ЧПК 2Р135Ф2 | Цетрувати отвори 1, 2 і 3; Свердлувати отвори 1; Свердлувати отвори 2; Свердлувати отвори 3; Цекувати отвори 2; Нарізати різь в отворах 1 |
| 35 Свердлувальна |
| Вертикально- свердлувальний верстат з ЧПК 2Р135Ф2 | Цетрувати отвори 1; Свердлувати отвори 1; Нарізати різь в отворах 1 |
| 40 Свердлувальна |
| Радіально- свердлувальний верстат 2Н55 з поворотним столом | Цетрувати отвори 1; Центрувати отвори 2; Свердлувати отвори 1; Свердлувати отвори 2; Свердлувати отвори 3 |
| 45 Слюсарна | Ї | Верстак | Гострі кромки затупити; Нарізати різь в отворах 1 (оп. 040); Нарізати різь в отворах 2 (оп. 040) |
| 50 Миття | Ї | Ї | Ї |
| 55 Маркирувальна | Ї | Ї | Виготовити бірку та прикріпити до партії деталей |
| 60 Контрольна | Плита ГОСТ 10905-75 | Перевірити розміри, відхи-лення форми, допуски розташування поверхонь |
Для подальших розрахунків розглядатимемо:
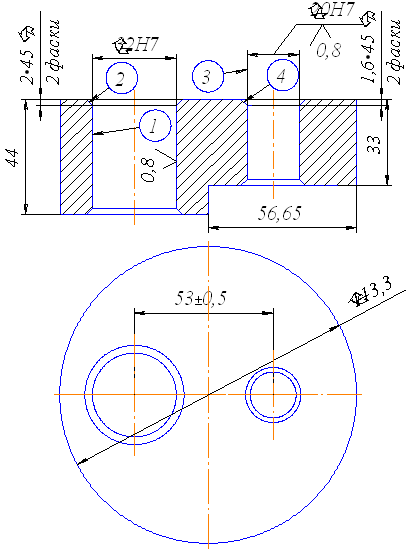
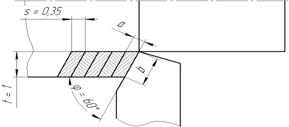
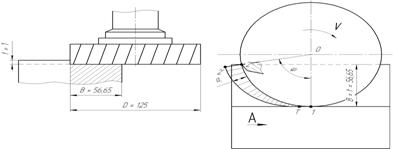
1) фрезерну розточувальну операцію 15, на якій виконується чорнове фрезерування поверхні та чорнове розточування двох отворів;
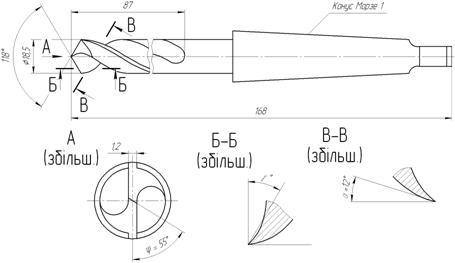
2) свердлувальну операцію 35, на якій виконується свердлування 6-ти однакових отворів та нарізання в них різьби.
Похожие работы
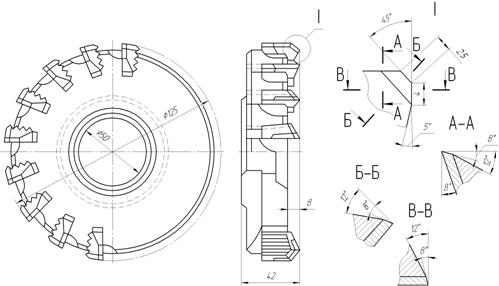
... . 3. Торцева фреза. Ескіз. 3. Розрахунок режимів різання Для токарної та фрезерної операції визначимо режими різання розрахунково-аналітичним способом, а для свердлильної – табличним способом. 3.1 Розрахунок режимів різання розрахунково-аналітичним методом Токарна операція Оскільки точність поверхні ñ 113,3 після обробки не задана, приймемо для даної поверхні – чорнове точіння. ...
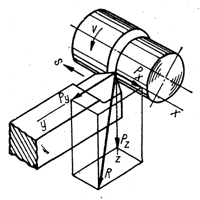

... швидкість різання майже так само, як φ. Цей вплив враховує коефіцієнт Кφ1. Додатне значення кута нахилу головної різальної кромки λ сприяє зміцненню різця, що дає змогу підвищити швидкість різання при тому ж періоді стійкості. Це враховує коефіцієнт Кλv. Ззбільшення радіуса заокруглення при вершині (плані) r також сприяє підвищенню швидкості різання при всіх інших незмінних ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... тільки не значимою масою і річною програмою випуску визначаємо за формулою Nпр = Тшт.к 60/ + tшт.к Де Тшт.к – трудомісткість річного приведеного випуску деталей T шт. к – трудоємкість виготовлення деталі в хв. Nпр = 91000 60/29.77 = 183406.11 шт Приймаємо Nпр = 183406 шт Кількість верстатів вхідних в нормативну зону обслуговування визначаємо по формулі Но = ( Тмв/Тз + 1 )Кдз ...
0 комментариев