Навигация
Розрахунок режимів різання розрахунково-аналітичним методом
21070
знаков
5
таблиц
10
изображений
3.2 Розрахунок режимів різання розрахунково-аналітичним методом
Чорнове фрезерування (операція 15)
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа;
МПа;
вид обробки: фрезерування
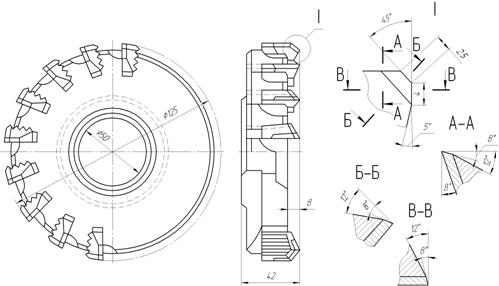
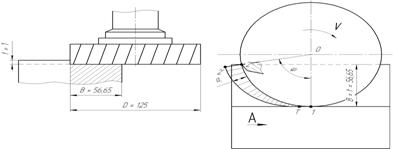
інструмент: фреза торцева ш160 , матеріал твердосплавних пластин – ВК6, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80);
шорсткість поверхні після обробки : Rz = 40 мкм;
обробка без охолодження згідно [табл. 39, с. 288, 1];
глибина фрезерування: t = 1,8 мм (рівна припуску на обробку на цьому переході);
довжина оброблюваної поверхні: l = 318 мм (за кресленням);
верстат: 6Р13Ф3;
потужність двигуна головного руху: 7,5 кВт;
діапазон частоти обертання шпинделя: 40...2000 об/хв;
діапазон подач за координатами X, Y, Z: 3...4800 мм/хв;
число ступенів регулювання частоти обертання: 18;
регулювання: ступінчасте.
Частота обертання шпинделя верстата мод. 6Р13Ф3, хв-1
| 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 |
| 315 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 |
Подачі верстату мод. 6Р13Ф3, мм/хв
| 3 | 4 | 5 | 6,3 | 8 | 10 | 12,5 | 16 | 20 |
| 25 | 31,5 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
| 200 | 250 | 315 | 400 | 500 | 630 | 800 | 1000 | 1250 |
| 1600 | 2000 | 2500 | 3150 | 4000 |
| |||
Розрахунок режиму різання будемо вести у наступній послідовності:
1. Визначаємо подачу:
Приймаємо подачу на зуб фрези sz в межах 0,14...0,24 мм/зуб за [табл. 33, с. 283, 1] в залежності від потужності верстата (5...10 кВт), оброблюваного та оброблюючого матеріалів. Враховуючи примітку до [табл. 33, с. 283, 1], оскільки ширина фрезерування більша 30 мм, зменшуємо табличне значення подачі на 30%:
sz ≈ 0,1 мм/зуб.
Тоді подача на оберт складе:
![]() (мм/об).
(мм/об).
2. Визначимо швидкість різання (колову швидкість фрези):
![]() ,
,
де D = 160 мм – діаметр фрези;
B = 46 мм – ширина фрези;
z = 16 – кількість зубів інструменту.
Значення коефіцієнта СV та показників степенів в цій формулі визначаємо за [табл. 39, с. 288, 1] в залежності від типу фрези, виду операції, матеріалу ріжучої частини:
СV = 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32.
Т = 190 хв – період стійкості фрези за [табл. 40, с. 290, 1];
Загальний поправочний коефіцієнт на швидкість різання:
![]() ,
,
В цій формулі:
За [табл. 1, с. 261, 1] поправочний коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання для сірого чавуну:
![]() ,
,
де ![]() – показник степені, що визначається за [табл. 2, с. 262, 1].
– показник степені, що визначається за [табл. 2, с. 262, 1].
За [табл. 5, с. 263, 1] визначаємо поправочний коефіцієнт, що враховує вплив стану поверхні заготовки на швидкість різання за: ![]() .
.
За [табл. 6, с. 263, 1] визначаємо поправочний коефіцієнт, що враховує вплив інструментального матеріалу на швидкість різання: ![]() .
.
Отже, розрахункова швидкість різання:
 (м/хв).
(м/хв).
3. Розрахункова частота обертання інструменту:
![]() (об/хв).
(об/хв).
4. Хвилинна подача:
![]() (мм/хв)
(мм/хв)
5. Узгодимо за паспортними даними верстата і остаточно приймемо фактичну частоту обертання: ![]() (об/хв).
(об/хв).
Тоді фактична хвилинна подача: ![]() (мм/хв).
(мм/хв).
Уточнимо значення швидкості різання:
![]() (м/хв).
(м/хв).
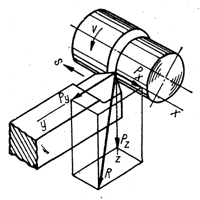
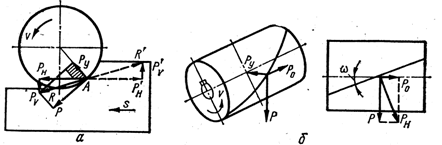
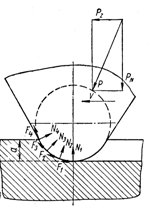
6. Визначимо значення складових сили різання:
Знайдемо значення головної складової сили різання (при фрезеруванні – колова сила):
![]() .
.
Значення коефіцієнта Ср та показників степенів в цій формулі визначаємо за [табл. 41, с. 291, 1] в залежності від типу фрези, оброблюваного і оброблюючого матеріалів:
Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 1]: ![]() .
.
Отже, колова сила дорівнює:
![]() (Н).
(Н).
Величини решти складових сили різання визначаємо із їх співвідношення з головною складовою – коловою силою за [табл. 42, с. 292, 1]:
Горизонтальна сила (сила подачі): ![]() (Н).
(Н).
Вертикальна сила: ![]() (Н).
(Н).
Радіальна сила: ![]() (Н).
(Н).
Осьова сила: ![]() (Н).
(Н).
7. Визначимо крутний момент на шпинделі:
![]() (Н∙м).
(Н∙м).
8. Ефективна потужність різання:
![]() (кВт)
(кВт)
9. Основний технологічний час згідно [п. ІІ , с. 190, 4] та [п. 2.2.6., с. 104, 2]:
![]() (хв),
(хв),
де L – довжина шляху, що проходить інструмент в напрямку подачі;
l – довжина оброблюваної поверхні (за кресленням) = 318 мм;
l1 – величина на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 6, с. 378, 4] в залежності від типу фрези (торцева), схеми її установки (симетрична) й ширини фрезерування (за кресленням = 220 мм);
sхв – хвилинна подача фрези, визначена раніше;
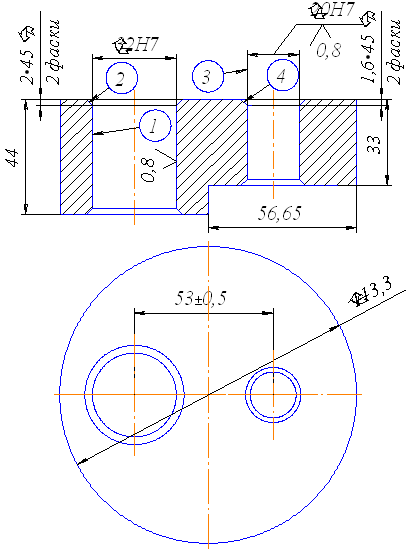
Чорнове розточування (операція 15)
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа;
МПа;
вид обробки: розточування
інструмент: розточувальний різець 2142-0444 з пластинами з твердого сплаву ВК6 за ГОСТ 9795–84 типу 4, виконання 1;
глибина фрезерування: t = 1,6 мм (рівна припуску на обробку на цьому переході);
нормативний період стійкості різців за [Д. 2.10., с.459, 2]: Т = 30 хв;
діаметри обробки: ш92 мм та ш82 мм (на подальших операціях напівчистового і чистового розточування отвори будуть оброблені до діаметрів, вказаних на кресленні ш95Н7 та ш85Н7);
довжини оброблюваних поверхонь: 45 мм і 35 мм (за кресленням);
верстат: 6Р13Ф3 (характеристики наведені вище).
Розрахунок режиму різання будемо вести у наступній послідовності:
Похожие работы
... . 3. Торцева фреза. Ескіз. 3. Розрахунок режимів різання Для токарної та фрезерної операції визначимо режими різання розрахунково-аналітичним способом, а для свердлильної – табличним способом. 3.1 Розрахунок режимів різання розрахунково-аналітичним методом Токарна операція Оскільки точність поверхні ñ 113,3 після обробки не задана, приймемо для даної поверхні – чорнове точіння. ...

... швидкість різання майже так само, як φ. Цей вплив враховує коефіцієнт Кφ1. Додатне значення кута нахилу головної різальної кромки λ сприяє зміцненню різця, що дає змогу підвищити швидкість різання при тому ж періоді стійкості. Це враховує коефіцієнт Кλv. Ззбільшення радіуса заокруглення при вершині (плані) r також сприяє підвищенню швидкості різання при всіх інших незмінних ...





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... тільки не значимою масою і річною програмою випуску визначаємо за формулою Nпр = Тшт.к 60/ + tшт.к Де Тшт.к – трудомісткість річного приведеного випуску деталей T шт. к – трудоємкість виготовлення деталі в хв. Nпр = 91000 60/29.77 = 183406.11 шт Приймаємо Nпр = 183406 шт Кількість верстатів вхідних в нормативну зону обслуговування визначаємо по формулі Но = ( Тмв/Тз + 1 )Кдз ...
0 комментариев