Навигация
Расчет на прочность “слабых” звеньев конструкции
23907
знаков
1
таблица
8
изображений
1.8 Расчет на прочность “слабых” звеньев конструкции
Слабым звеном конструкции является прихват, ослабленный пазом при работе на изгиб.
Напряжение при одинаковой длине плеч прихвата (см.п. 1.6) определяется по формуле:
![]()
W – сила зажима – 1013 кг
l – длина плеча – см
W’ – момент сопротивления сечения прихвата – см3
![]() - допускаемое напряжение на изгиб: для стали 45 – 2000 кг/см2, для стали 40Х – 3000 кг/см2.
- допускаемое напряжение на изгиб: для стали 45 – 2000 кг/см2, для стали 40Х – 3000 кг/см2.

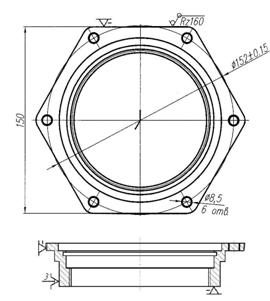
L – длина прихвата 112 мм (см.п.1.6.2)
dшп – диаметр шпильки в штоке цилиндра – 12 мм
к – максимальная длина контакта прихвата с заготовкой – 10 мм (в установах А и Б)
е – величина отступа шпильки цилиндра от торца прихвата – 2 мм
![]()
B – ширина прихвата 4,8 см
b – ширина паза 1,6 см
h – толщина прихвата 1,9 см
![]()
Расчет удовлетворяет прочности прихвата.
1.9 Графическая компоновка приспособления
Графическая компоновка приспособления выполняется на миллиметровой бумаге стандартного форматы. Количество видов, разрезов и сечения должно быть достаточным для представления формы входящих деталей и узлов.
Для выполнения эскиза компоновки приспособления необходимо:
- вычертить эскиз детали штрихпунктирной линии с двумя точками, причем элементы конструкции детали, которые не выполнены до данной операции не вычерчиваются, деталь считается прозрачной;
- относительно контура детали вычерчиваются элементы базирования и зажима заготовки: ложемент, конфигурация которого должна соответствовать конфигурации детали, цилиндрический и срезанный палец, прихваты, гидроцилиндры, шпильки, пружины, шайбы и гайки;
- вычерчивается плита приспособления, размеры которой для уменьшения металлоемкости должны быть минимальны, толщина плиты принимается ![]() длины плиты; на плите показывают пазы для крепления приспособления на столе станка (см. приложение);
длины плиты; на плите показывают пазы для крепления приспособления на столе станка (см. приложение);
- на плите размещают два цилиндрических базовых пальца ø30g6 и ø22g6 (см. приложение) четыре рым-болта для транспортировки приспособления;
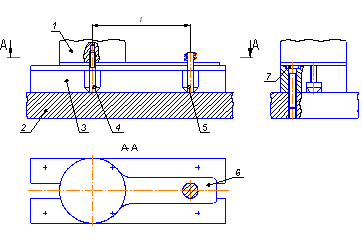
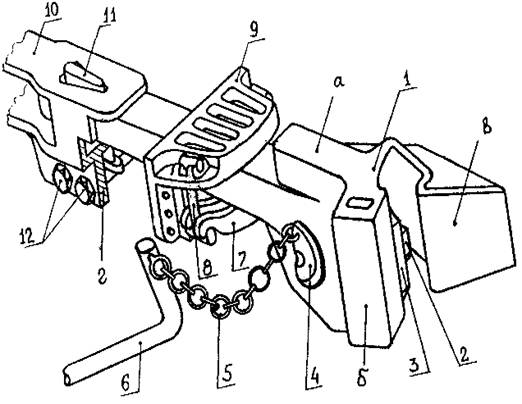
- если требуется большая величина смещения прихватов, то вычерчиваются направляющие 3, которые образуют Т-образный паз для одновременного смещения цилиндра 1, вместо шпильки болта 5 и прихвата с установкой обоймы 6 для фиксации постоянного межцентрового расстояния l между цилиндром и центральным болтом (Рис.1); направляющие 3 крепятся к плите 2 винтами 7, цилиндр 1 без натяга крепиться болтами с лысками 4;
- вычерчивают штифты для фиксации ложемента, крепежные винты;
- указывается место маркировки;
- проставляются номера позиции и узлов;
- проставляются позиционные, посадочные, монтажные и габаритные размеры;
- представляются технические требования;
- составляется спецификация.
1.10 Конструкция и работа приспособления
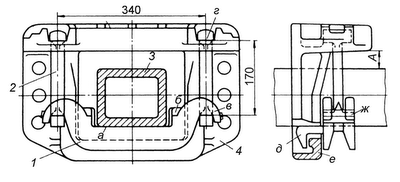
Приспособление состоит из плиты 2, на которой размещается ступенчатый ложемент 3, который фиксируется двумя штифтами 6 и крепится на плите винтами 7. В плиту запрессованы два цилиндрических пальца 4, 5 для ориентации приспособления на столе станка. На ложементе размещается цилиндрический палец 15 и срезанный 16 для базирования заготовки. Для зажима заготовки предусмотрены прихваты 14, шпильки 9, пружины 13, гайки 10, сферические шайбы 12 и гидроцилиндры 1. На плите размещены рым-болты 17 для транспортировки приспособления.
После установки приспособления на столе станка и закрепления его посредством болтов и гаек через Т-образные пазы стола на ложемент через базовые пальцы устанавливается заготовка.
Прихваты, работающие в установе А сдвигаются на плоскость уха и стенки заготовки. Включается четырехпозиционный распределитель в требуемую позицию, поворачивается кран управления. Тогда масло от гидростанции высокого давления через гибкий шланг, кран управления, распределитель, шланг и трубопроводы будет поступать в нижние полости двух гидроцилиндров – штоки гидроцилиндров смещаются вверх, воздействуя через шпильки, ввернутые в штоки на два прихвата. Прихваты поворачиваются относительно сферических шайб, прижимаю заготовку к ложементу.
Для перехода на установ Б поворачивается кран управления – масло поступает в верхние полости цилиндров, смещая штоки вниз, пружины прижимают прихваты до горизонтального положения. Исполнитель отодвигает их от заготовки, смещает прихваты, работающие в установе Б на торцы полок заготовки (см. схему установов), переключает распределитель в другую позицию, поворачивает кран управления, программа отрабатывает установ Б и так далее до установа Г включительно, после чего заготовка снимается.
Похожие работы
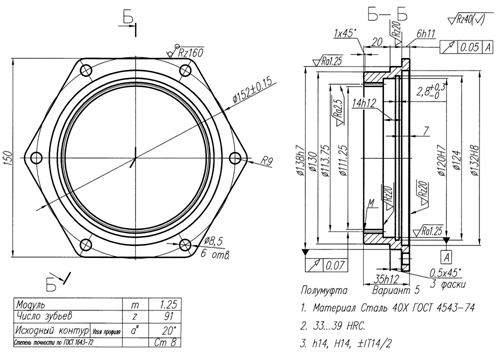
... поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей. 5. Разработка технологической документации Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта». Операционные карты и карты эскизов будут составлены для операций 110 и 120 ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... аппарата предназначен для гашения части энергии удара, уменьшения продольных растягивающих усилий, которые передаются через автосцепку на раму кузова вагона. 2.1 Описание детали Корпус поглощающего аппарата отливается из легированной стали и подвергается специальной термообработке с высокоточной закалкой и отпуском. Нажимной конус и фрикционные клинья, выполняются из другой легированной ...
... , нет дефектного слоя, высокая производительность при обработке твёрдых и хрупких материалов. Недостатком является сложность проектирования и изготовления электрода-инструмента, непригодность метода для обработки вязких материалов. 2.3.3 Анодно-механическая обработка Деталь-анод закрепляется на рабочем столе и находится в среде электролита. В результате анодного растворения на поверхности ...
0 комментариев