Навигация
Расчет погрешности базирования
23907
знаков
1
таблица
8
изображений
1.11 Расчет погрешности базирования
Погрешность базирования при установке заготовки на цилиндрический и срезанный палец определяется по формуле:
![]()
![]() - минимальный диаметральный зазор между пальцем ø9f7 и отверстием ø9H9 - 0,013 мм
- минимальный диаметральный зазор между пальцем ø9f7 и отверстием ø9H9 - 0,013 мм
![]() - допуск на изготовление пальца ø9f7 - 0,015 мм
- допуск на изготовление пальца ø9f7 - 0,015 мм
![]() - допуск на изготовление отверстия ø9H9 - 0,036 мм
- допуск на изготовление отверстия ø9H9 - 0,036 мм
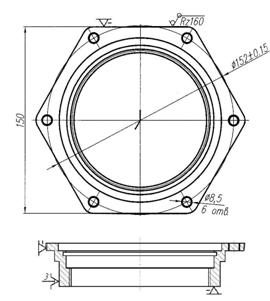
![]() - наибольшее расстояние от центра пальца до обрабатываемого контура детали 40 мм
- наибольшее расстояние от центра пальца до обрабатываемого контура детали 40 мм
L- расстояние между пальцами 74 мм
Что соответствует требуемой точности обработки детали с учетом других погрешностей обработки.
1.12 Выводы по конструкции приспособления
1. В конструкции приспособления используется 87% стандартных деталей и узлов, что приводит к снижению себестоимости его изготовлению.
2. Приспособление механизировано за счет использования гидроцилиндров, что привет к снижению вспомогательного времени на обработку деталей.
3. Приспособление обеспечит полное базирование заготовки и исключит погрешность закрепления за счет стабильной силы гидроцилиндрами, что повысит точность обработки.
4. Приспособление по конструкции удобно в эксплуатации.
5. Приспособление обеспечит качественное выполнение данной операции обработки детали с одной стороны.
6. Недостатком является необходимость приобретения стандартной гидростанции, распределителя, крана управления, проведение монтажных работ. Поэтому необходимо предусмотреть питание гидростанции группы приспособлений для станков с ЧПУ.
2. Проектирование контрольного приспособления
2.1 Расчет исполнительных размеров
Диаметры базового и рабочего пальцев рассчитываются по схеме полей допусков.
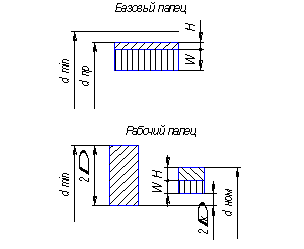
2.1.1 Определяется номинальный диаметр рабочего пальца dпр
dпр - диаметр изношенного проходного калибра, принимается по справочнику на исполнительные размеры калибров, этот диаметр фактически является номинальным для базового пальца и составляет 8,952 мм
2.1.2 Определяется номинальный диаметр рабочего пальца dном по схеме полей допусков
dном = dmin- 2Δ+2Δк+W+H
dном – номинальный диаметр для рабочего пальца определяется из схемы полей допусков на рабочий палец
dmin – минимальный диаметр отверстия
Δ – отклонение на межцентровое расстояние, указанное на чертеже
Δк – предельное отклонение измерительного элемента от номинального положения – принимается по таблице в зависимости от Δ
W – допуск на износ измерительного элемента – принимается по таблице в зависимости от Δ
Н – допуск на изготовление – принимается по таблице в зависимости от Δ.
| Δ | Н | W | Δк |
| мкм | |||
| 50-100 | 8 | 10 | 8 |
| 100-160 | 10 | 12 | 10 |
| 160-250 | 12 | 16 | 12 |
| 250-400 | 16 | 20 | 16 |
dном = 9-2·0,05+2·0,008+0,01+0,008=8,934 мм

2.2 Конструкция и эксплуатация контрольного приспособления
Контрольное приспособление предназначено для контроля межцентрового расстояний отверстий. Калибр состоит из планке, в которую запрессованы базовый измерительный палец (он должен иметь большую длину), а также рабочий палец. В планку запрессована или посажена резьбовым соединением ручка с сетчатыми рифлениями, на ней имеется лыска для маркировки. Предварительно контролируются диаметры выполненных отверстий в заготовке калибр-пробками. В случае положительных результатов контроля производится контроль межцентрового расстояния контрольным приспособлением. Для этого вводится базовый палец в отверстие, а далее и рабочий, если он проходит, то межцентровое расстояние выполнено в допуске.
3. Литература
1. Кузнецов Ю.И. и др. Оснастка для станков с ЧПУ. – М.: Машиностроение. 1990.
2. Белоусов А.П. Проектирование станочных приспособлений. – М.: Высшая школа. 1980.
3. Ансеров М.А. Приспособление для металлорежущих станков. – Л.: Машиностроение. 1975.
4. Плотицын В.Г. Наладка фрезерных станков. – Л.: Машиностроение. 1975.
5. Корсаков В.С. Основы проектирования приспособлений. – М.: Машиностроение. 1983.
6. Справочник технолога-машиностроителя под ред. Косиловой А.Г. и Мещерякова Р.К. – М.: Машиностроение. 1985.
7. Горошкин А.К. Приспособления для металлорежущих станков. – М.: Машиностроение. 1979.
8. Кутай А.К. Справочник по производственному контролю в машиностроении. – Л.: Машиностроение. 1974.
9. Кутай А.К. Справочник контрольного мастера. Лениздат. 1980.
10. Городецкий Ю.Г. Конструкция, расчет и эксплуатация измерительных инструментов и приборов. – М.: Машиностроение. 1971.
11. Допуски и посадки. Справочник. Под ред. Мягкова В.Д. – Л.: Машиностроение. 1978.
Похожие работы
... поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей. 5. Разработка технологической документации Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта». Операционные карты и карты эскизов будут составлены для операций 110 и 120 ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
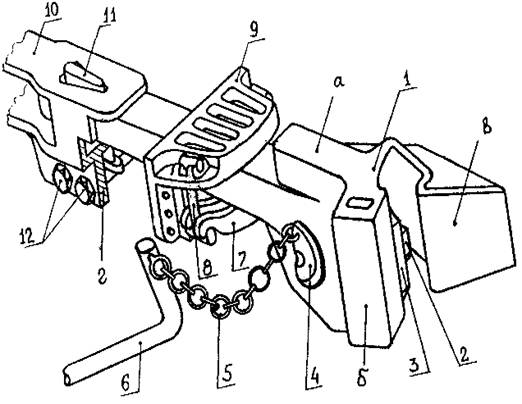
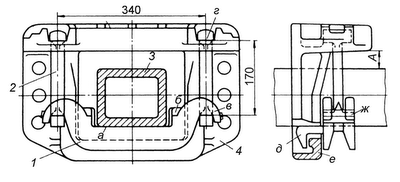
... аппарата предназначен для гашения части энергии удара, уменьшения продольных растягивающих усилий, которые передаются через автосцепку на раму кузова вагона. 2.1 Описание детали Корпус поглощающего аппарата отливается из легированной стали и подвергается специальной термообработке с высокоточной закалкой и отпуском. Нажимной конус и фрикционные клинья, выполняются из другой легированной ...
... , нет дефектного слоя, высокая производительность при обработке твёрдых и хрупких материалов. Недостатком является сложность проектирования и изготовления электрода-инструмента, непригодность метода для обработки вязких материалов. 2.3.3 Анодно-механическая обработка Деталь-анод закрепляется на рабочем столе и находится в среде электролита. В результате анодного растворения на поверхности ...
0 комментариев