Навигация
1.4 Схема нагрузок
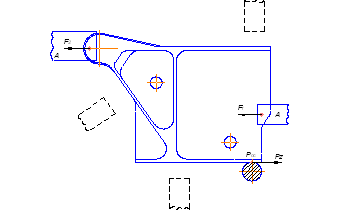
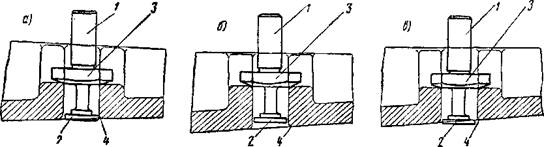
Схема нагрузок составляется для определения силы зажима заготовки W. Для построения схемы нагрузок вычерчивается упрощенный контур детали, относительно которого располагаются прихваты, которые обеспечивают зажим заготовки в данном установе, остальные прихваты показывают смещенными относительно заготовки. Причем выбирается тот установ, при котором работает минимальное количество прихватов, а главная сила резания Pz максимальна (черновое фрезерование при большой ширине фрезерования В). Показывается фреза с векторами сил резания Pz и Pос в том месте, где они максимальны. Сила Pос за счет правой винтовой канавки фрезы стремится оторвать заготовку от ложемента.
В точках зажима прихватами показывают векторы сил трения на станках между ложементом и заготовкой F1, F2 и т.д., которые создаются при зажиме прихватами направленные встречно силе Pz.
Схема нагрузок
1.5 Расчет силы зажима
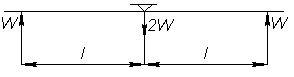
Если расчет вести обычным способом при большом количестве работающих прихватов, получится статически неопределимая система. Поэтому расчет ведется по типу расчета заклепочных соединений.
Составляется уравнение сил, на схеме нагрузок:
(Pz+Poc·f)·Кз=с1·F1+c2·F2
Тогда из уравнения определяется сила зажима заготовки W:
![]()
![]()
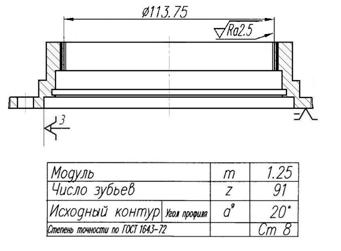
Pz – максимальная сила резания, согласно заданию 890 Н;
ω - подъема винтовой канавки концевой фрезы для обработки материала В95пч фрезой из быстрорежущей стали Р6М5 – ω=30°;
f - коэффициент трения на стыке между ложементом и заготовкой, f=0,15;
![]() - коэффициент запаса, учитывает степень затупления, колебание припуска при обработке за счет износа штампа, твердость и вязкость материала детали;
- коэффициент запаса, учитывает степень затупления, колебание припуска при обработке за счет износа штампа, твердость и вязкость материала детали; ![]() =2,5;
=2,5;
с1 и c2 – коэффициенты, которые учитывают нагружение прихватов;
с1 – всегда равен 1;
с2 =1/2.
Последующие коэффициенты определяются по формуле:
![]()
к – порядковый номер работающего прихвата;
n – общее количество работающих прихватов в установе.
![]()
1.6 Определение размеров элементов зажима заготовки
Определение диаметра резьбы шпильки прихвата.
Исходя из прочности материала шпильки и при одинаковой длине плеч прихвата b, диаметр резьбы шпильки определяется по формуле:
![]()
W – сила зажима – 1013 кг
![]() - допускаемое напряжение на растяжение для шпилек из стали 45 - 1700 кг/см2, из стали 40Х - 2500 кг/см2
- допускаемое напряжение на растяжение для шпилек из стали 45 - 1700 кг/см2, из стали 40Х - 2500 кг/см2
Принимается шпилька с резьбой М16.
1.6.2. Определение размеров прихвата.
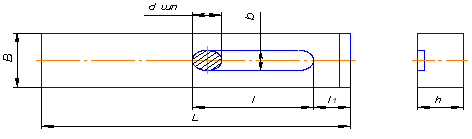
Ширина прихвата B принимается (3…3,5)dшп
B=3·dшп=3·16=48 мм
Высота прихвата h принимается (1,1…1,3)dшп
h=1,2·dшп=1,2·16=19 мм
Ширина прихвата L принимается (6…10)dшп
L=7·dшп=7·16=112 мм
Ширина паза b= dшп=16 мм
Длина паза зависит от величины смещения прихватов при выполнении установа.
l= dшп+c=16+39=55 мм
с – максимальная величина смещения прихватов с = Dмакс+к+1=28+10+1=39 мм
Dмакс – максимальный диаметр фрезы – 28 мм
к – максимальная длина контакта прихвата с заготовкой – 10 мм (в установах А и Б)
Размер l1 определяется при выполнении компоновки, он должен быть ≥ 6 мм.
По ГОСТ 12937-67 принимаются плоские передвижные прихваты.
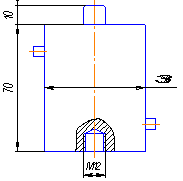
1.7 Выбор гидроцилиндров
Гидроцилиндры по сравнению с пневмоцилиндрами имеют следующие преимущества: развивают большую силу зажима при минимальных диаметральных размерах; высокая стабильность силы зажима, что даёт возможность исключить погрешность закрепления; высокое быстродействие.
Для данной схемы закрепления заготовки принимаются толкающие гидроцилиндры двухстороннего действия.
Определяем диаметр цилиндра по формуле:
![]()
D – диаметр цилиндра - см
W – сила зажима - 1013 кг
p – давление в цилиндре 100 кг/см2
η – КПД - 0,85.
![]()
По нормали МН 2251-61 принимается гидроцилиндр ближайшего большего значения с D = 40 мм, с длиной хода штока 15 мм. Нормаль предусматривает ряд диаметров: 40,50,60,80,100 мм с минимальной длиной 70 мм. В штоке имеется резьбовое отверстие М12 для установки шпильки с минимальным выступанием 10 мм, в крышке имеется резьбовое отверстие – М12 для крепления цилиндра. Рабочее давление P = 10МПа (100кг/см2).
Гидроцилиндры по ОСТ 2Г22-3-86 (см. приложение) работают при давлении Р = 6 МПа (60кг/см2) и имеют ряд диаметров: 40,50,63 мм с минимальной длиной – 23 мм. Если принимать цилиндры по ОСТ, то он будет иметь больший диаметр и длину, а значит, толщина ложемента при небольшой высоте детали получится значительно больше.
Гидроцилиндры по ГОСТ 19899-74 имеют только резьбовое крепление корпуса цилиндра, что неприемлемо для данного приспособления.
Если принимать гидроцилиндры тянущего типа, то диаметр рассчитывается по формуле:
![]()
W – сила зажима - Н
Р – рабочее давление - Па
η – КПД - 0,85.
Похожие работы
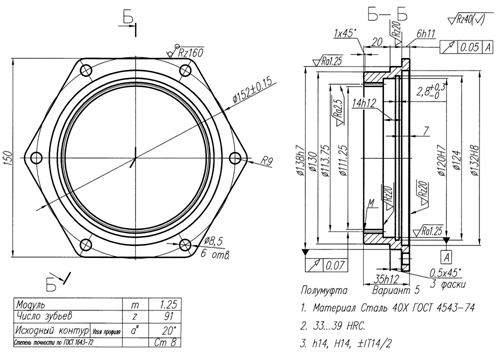
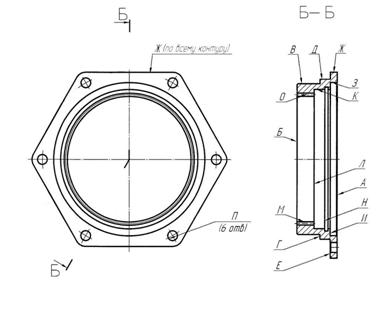
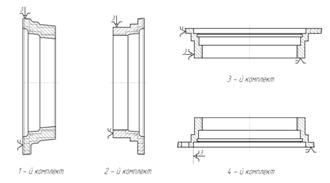
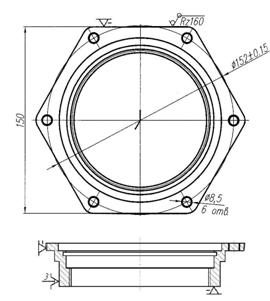
... поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей. 5. Разработка технологической документации Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта». Операционные карты и карты эскизов будут составлены для операций 110 и 120 ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... аппарата предназначен для гашения части энергии удара, уменьшения продольных растягивающих усилий, которые передаются через автосцепку на раму кузова вагона. 2.1 Описание детали Корпус поглощающего аппарата отливается из легированной стали и подвергается специальной термообработке с высокоточной закалкой и отпуском. Нажимной конус и фрикционные клинья, выполняются из другой легированной ...
... , нет дефектного слоя, высокая производительность при обработке твёрдых и хрупких материалов. Недостатком является сложность проектирования и изготовления электрода-инструмента, непригодность метода для обработки вязких материалов. 2.3.3 Анодно-механическая обработка Деталь-анод закрепляется на рабочем столе и находится в среде электролита. В результате анодного растворения на поверхности ...
0 комментариев