Определение
типа производства
Технико-экономическое
сравнение
методов получения
заготовки
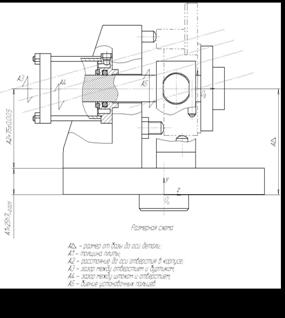
Размерный
анализ при
обработке
лавных отверстий
Выбор последовательности
переходов
Расчет
норм времени
Расчет
и проектирование
станочного
приспособления.
расчет режущего
инструмента
Расчет и проектирование
режущего инструмента
Анализ
ситуации
Поиск информации
Описание объекта
Проектирование
компоновки
рабочего места
Навигация
Расчет норм времени
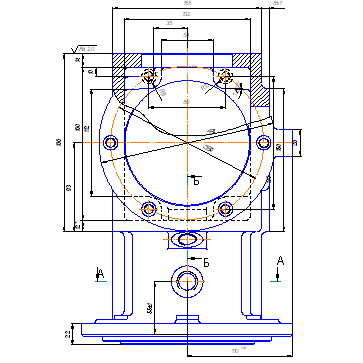
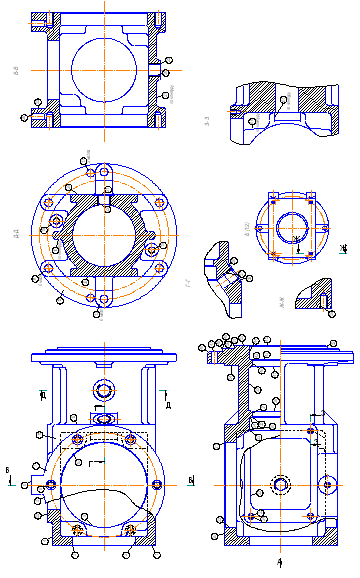
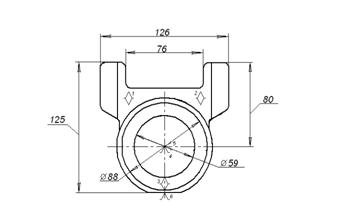
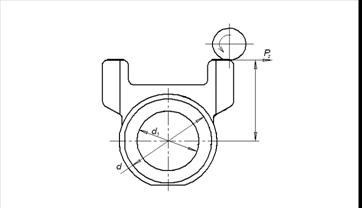
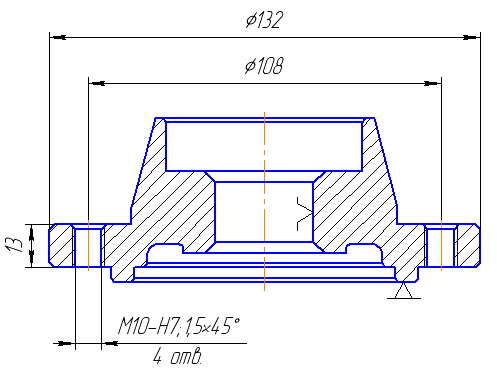
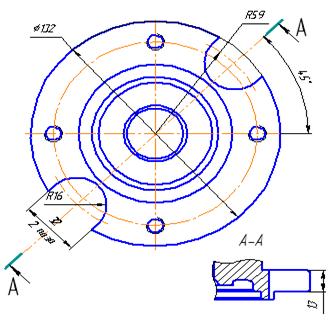
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
79116
знаков
21
таблица
2
изображения
5.5 Расчет норм времени
Время выполнения технологической операции в серийном производстве оценивается штучно-калькуляционным временем, определяемым по формуле
![]() ,
(6.14)
,
(6.14)
где Тп.з. – подготовительно-заключительное время, мин;
n – размер партии для запуска, n = 57 шт. в месяц;
Тшт. – штучное время обработки, мин:
![]() ,
(6.15)
,
(6.15)
где ТО – основное время обработки, мин;
ТВС – вспомогательное время, мин;
ТТО – время технического обслуживания станка, мин;
ТОТ – время на отдых и личные надобности, мин;
Расчет составляющих штучного времени по переходам представлен в таблице 6.2.
Таблица 6.2. Расчет норм времени 010 и 015 операций
| № перехода | Длина рабочего хода Lр.. | Подача SМ, мм/мин |
| Времяна установку заг | Длина Х.Х., Lх.х., мм | ТВС., мин | ТОП = ТО+ТВС | ||||||
| 010 операция | |||||||||||||
| 1 | 0,15 | ||||||||||||
| 2 | 515 | 2520 | 0,2 | 182.2 | 0,026 | 0,226 | |||||||
| 3 | 286 | 2388 | 0,12 | 662 | 0,09 | 0,21 | |||||||
 мин.
мин.Основное
время на 010 операции ![]() ;
;
Вспомогательное
время на 010 операции ![]()
Оперативное
время на 010 операции ![]()
Время технического обслуживания и отдыха 6% от ТОП [1, с. 214, табл. 6.1]:
![]()
Штучное время на 010 операции:
![]()
Подготовительно-заключительное время на 010 операции: ТПЗ=12 мин.
Штучно-калькуляционное время:
![]() .
.
Основное
время на 0150 операции ![]() ;
;
Вспомогательное
время на 015 операции ![]()
Оперативное
время на 015 операции ![]()
Время технического обслуживания и отдыха 6% от ТОП [1, с. 214, табл. 6.1]:
![]()
Штучное время на 015 операции:
![]()
Подготовительно-заключительное время на 015 операции: ТПЗ=12 мин.
Штучно-калькуляционное время:
![]() .
.
Похожие работы
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
0 комментариев