Определение
типа производства
Технико-экономическое
сравнение
методов получения
заготовки
Размерный
анализ при
обработке
лавных отверстий
Выбор последовательности
переходов
Расчет
норм времени
Расчет
и проектирование
станочного
приспособления.
расчет режущего
инструмента
Расчет и проектирование
режущего инструмента
Анализ
ситуации
Поиск информации
Описание объекта
Проектирование
компоновки
рабочего места
Навигация
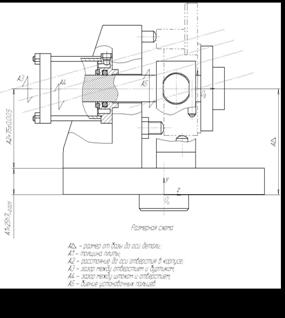
Размерный анализ при обработке лавных отверстий
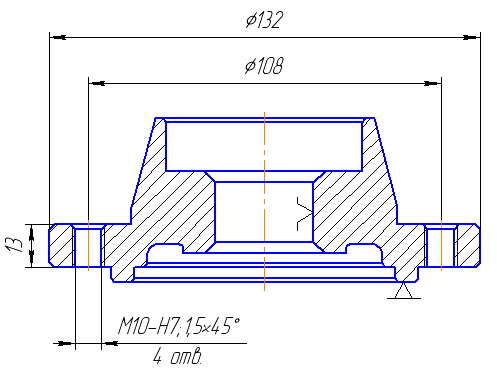
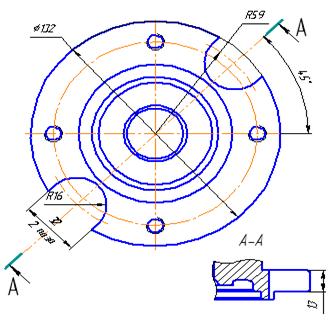
Технологический процесс изготовления корпуса выключателя универсального промышленного робота
79116
знаков
21
таблица
2
изображения
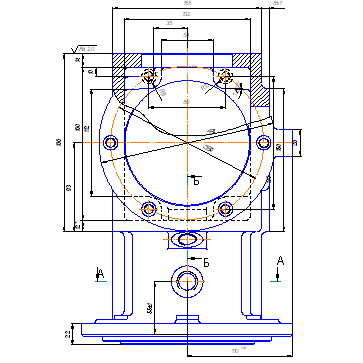
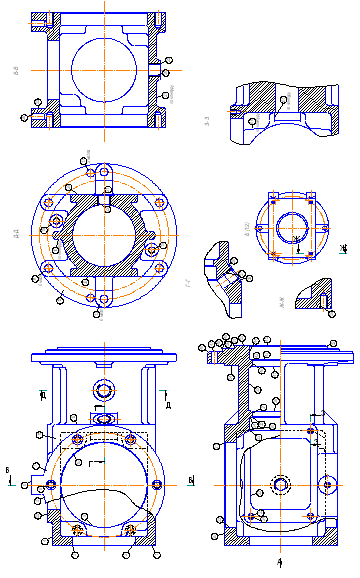
4. Размерный анализ при обработке лавных отверстий
Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально необходимое число операций и переходов: обеспечить размеры заготовки с минимальными припусками.
Расчет размерных цепей проводится только в радиальном направлении.
Составим уравнения операционных размерных цепей в виде уравнений номиналов.
В общем виде это выглядит:
[A] = S xiЧAi, (5.1)
где [A] – номинальное значение замыкающего звена;
Ai - номинальные значения составляющих звеньев;
i – порядковый номер звена;
n – число составляющих звеньев;
xi – передаточные отношения, характеризующие расположение звеньев по величине и направлению. Для линейных цепей с параллельными звеньями передаточные звенья равны: xi = 1 (увеличивающие звенья); xi = -1 (уменьшающие звенья).
Составим уравнения замыкающих операционных припусков:
[Z3305] = Ц05 + Е 3300 3000 + Е 3305 3000 – Ц00;
[Z3210-1] = Ф00 + Е 3200 3300 + Е 3300 3000 + Е33053000 +Е32103305 – Ф10-1;
[Z1310] = П00 + Е 3000 1300 + Е 3305 3000+Е13103305 – П10;
[Z3210-2] = Ф10-1 + Е 3210-1 3305 + Е 3210-1 3305 – Ф10-2;
[Z3015-1] = У00 + Е 3000 1300 + Е 3015-1 1310 – У15-1;
[Z3015-2] = У15-1 + Е3015-11310+ Е3015-21310 – У15-2;
[Z2715] = G15-2 + Е 2715-2 1310 + Е 2715-1 1310 – G15-1;
[Z3315-1] = Ц15-1 + Е 3315-1 1310 + Е 1310 3305 – Ц05;
[Z3315-2] = Ц15-2 + Е 3315-2 1310 + Е 3315 1310 – Ц15-1;
[Z2115] = J15-2 + Е 2115-2 1310 + Е 2115-1 1310 – J15-1;
Расчёт припусков.
Определим минимальные значения операционных припусков по формуле:
Zimin=(Rz + h)i-1 (5.2)
[Z3305] min = 0,08 + 0,25 = 0,33 мм;
[Z3210-1] min = 0,08 + 0,25 = 0,33 мм;
[Z1310] min = 0,08 + 0,25 = 0,33 мм;
[Z3210-2] min = 0,06 + 0,08 = 0,14 мм;
[Z3015-1] min = 0,08 + 0,25 = 0,33 мм;
[Z3015-2] min = 0,06 + 0,08 = 0,14 мм;
[Z2715] min = 0,06 + 0,08 = 0,14 мм;
[Z3315-1] min = 0,06 + 0,08 = 0,14 мм;
[Z3315-2] min = 0,02 + 0,03 = 0,05 мм;
[Z2115] min = 0,06 + 0,08 = 0,147 мм;
Рассчитаем величины колебаний операционных припусков, используя формулы:
![]() при n < 4; (5.3)
при n < 4; (5.3)
 при
n і 4; (5.4)
при
n і 4; (5.4)
где: xi – коэффициент влияния составного звена на замыкающее звено;
n – число звеньев в уравнении припуска;
tD – коэффициент риска, (tD=3.0);
При этом, если в размерную цепь входит диаметральный размер, то при подстановке в формулу его допуск необходимо поделить на 2.
w [Z3305] = 0,4 + 0,5 + 0,1 + 0,8 = 1,8 мм;
w[Z3210-1]
= ![]() мм;
мм;
w[Z1310]
= ![]() мм;
мм;
w [Z3210-2] = 0,175 + 0,1 + 0,05 + 0,15 = 0,475 мм;
w [Z3015-1] = 0,9 + 0,5 + 0,15 + 0,1 = 1,65 мм;
w [Z3015-2] = 0,1 + 0,15 + 0,05 + 0,06 = 0,36 мм;
w [Z2715] = 0,06 + 0,03 + 0,12+0,075 = 0,285 мм;
w [Z3315-1] = 0,075 + 0,1 + 0,1+0,4 = 0,675 мм;
w [Z3315-2] = 0,04 + 0,02 + 0,1+0,075 = 0,28 мм;
w [Z2115] = 0,015 + 0,02 + 0,1+0,075 = 0,21 мм;
Определим максимальные значения операционных припусков по формуле:
![]() (5.5)
(5.5)
[Z3305] max = 0,33 + 1,8 = 2,13 мм;
[Z3210-1] max = 0,33 + 1,198 = 1,528 мм;
[Z1310] max = 0,33 + 1,981 = 2,238 мм;
[Z3210-2] max = 0,14 + 0,475 = 0,615 мм;
[Z3015-1] max = 0,33+ 1,65 = 1,98 мм;
[Z3015-2] max = 0,14 + 0,36 = 0,5 мм;
[Z2715] max = 0,14 + 0,285 = 0,425 мм;
[Z3315-1] max = 0,14 + 0,675 = 0,815 мм;
[Z3315-2] max = 0,05 + 0,28 = 0,33 мм;
[Z2115] max = 0,14 + 0,21 = 0,35 мм;
Определим средние значения операционных припусков по формуле:
![]() (5.6)
(5.6)
[Z3305] ср = 0,5Ч(0,33 + 2.13) = 1.23 мм;
[Z3210-1] ср =0,5Ч(0,33 + 1,528) = 0,929 мм;
[Z1310] ср = 0,5Ч(0,33 + 2,238) = 1,3 мм;
[Z3210-2] ср = 0,5Ч(0,14 + 0,615) = 0,378 мм;
[Z3015-1] ср = 0,5Ч(0,33 + 1,98) = 1,155 мм;
[Z3015-2] ср = 0,5Ч(0,14 + 0,5) = 0,32 мм;
[Z2715] ср = 0,5Ч(0,14 + 0,425) = 0,283 мм;
[Z3315-1] ср = 0,5Ч(0,147 + 0,815) = 0,5 мм;
[Z3315-2] ср = 0,5Ч(0,05 + 0,33) = 0,19 мм;
[Z2115] ср = 0,5Ч(0,14 + 0,37) = 0,245 мм;
Расчёт операционных размеров
[Z2115] = J15-2 + Е 2115-2 1313 + Е 2115-1 1310 – J15-1;
J15-1 = J15-2 – [Z2115] + Е 2115-2 1313 + Е 2115-1 1310;
J15-1 = 32+0.02+0.1–0.245= 31,875 мм;
[Z3315-2] = Ц15-2 + Е 3315-2 1010 + Е 3315 1310 – Ц15-1;
Ц15-1 = Ц15-2 - [Z3315-2] + Е 3315-2 1010 + Е 3315 1310;
Ц15-1 = 30,575 + 0,02 + 0,1 – 0,19 = 30,687 мм;
[Z3315-1] = Ц15-1 + Е 3315-1 1310 + Е 1310 3305 – Ц05;
Ц05 = Ц15-1 + Е 3315-1 1310+ Е 1310 3305 – [Z3315-1];
Ц05 = 30,687 +0,1+0,1 –0,5 = 30,387 мм;
[Z2715] = G15-2 + Е 2715-2 1310 + Е 2715-1 1310 – G15-1;
G15-1 = G15-2 + Е 2715-2 1310 + Е 2715-1 1310 – [Z2715];
G15-1 = 35 +0,03 + 0,12 -0,283 = 34,867 мм;
[Z3015-2] = У15-1 + Е3015-11310+ Е3015-21010 – У15-2;
У15-1 = У15-2 + [Z3015-2] + Е3015-11310+ Е3015-21010;
У15-1 = 45 + 0,15 + 0,05 + 0,32 = 45,52 мм;
[Z3015-1] = У00 + Е 3000 1300 + Е 3015-1 1010 – У15-1;
У00 = У15-1 + [Z3015-1]+ Е 3000 1300 + Е 3015-1 1010;
У00 = 45,52 + 0,5 + 0,15 + 1,155 = 47,325 мм;
[Z3210-2] = Ф10-1 + Е 3210-1 3305 + Е 3210-1 3305 – Ф10-2;
Ф10-1 = Ф10-2 + [Z3210-2] + Е 3210-1 3305 + Е 3210-1 3305;
Ф10-1 = 42 + 0,05 + 0,1 + 0,378 = 42,528 мм.
[Z1310] = П00 + Е 3000 1300 + Е 3305 3000+Е13103305 – П10;
П00= П10+ [Z1310] + Е 3000 1300 + Е 3305 3000+Е13103305;
П00= 80 + 0,5 + 0,1 + 0,1 + 1,3 = 82 мм.
[Z3210-1] = Ф00 + Е 3200 3300 + Е 3300 3000 + Е33053000 +Е32103305 – Ф10-1;
Ф00= Ф10-1+ [Z3210-1] + Е 3200 3300 + Е 3300 3000 + Е33053000 +Е32103305;
Ф00 = 42,528 + 0,5 + 0,5 + 0,1 + 0,1 + 0,929 = 44,657 мм.
[Z3305] = Ц05 + Е 3300 3000 + Е 3305 3000 – Ц00;
Ц00 = Ц05 + Е 3300 3000 + Е 3305 3000 – [Z3305];
Ц00 = 30,387 + 0,5 + 0,1 – 1,23 = 29,757 мм.
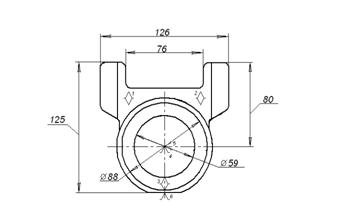
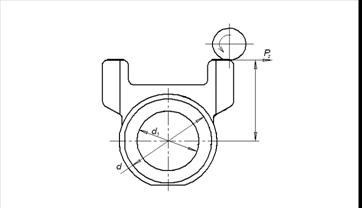
Составим таблицу, в которой укажем значения операционных размеров в радиальном направлении:
Таблица 5.1. Значения операционных размеров в радиальном направлении
| Символьное обозначение | Минимальный размер, мм Amin =Aср + ei (EI) | Максимальный размер, мм Amax =Aср + es (ES) | Окончательная запись в требуемой форме, мм |
| 2Ц00 | 59.514 | 61.114 | 59.514+1.6 |
| 2Ф00 | 89.316 | 91.116 | 89.316+1.8 |
| П00 | 81.1 | 82.9 | 82±0.9 |
| 2Ф10-1 | 84.704 | 85.056 | 85.056-0,35 |
| 2У00 | 92.85 | 94.65 | 94.65-1.8 |
| 2У15-1 | 90.84 | 91.04 | 91.04-0,2 |
| 2G15-1 | 69.734 | 69.884 | 69.734+0.15 |
| 2Ц05 | 60.774 | 61.574 | 60.774+0.8 |
| 2Ц15-1 | 61.374 | 61.524 | 61.374+0.15 |
| 2J15-1 | 63.75 | 63.9 | 63.75+0.15 |
В результате размерного анализа получены операционные размеры (занесенные в соответствующую графу размерной схемы), позволяющие получить необходимую размерную точность и взаимное расположение поверхностей в ходе выполнения данного техпроцесса.
5. Разработка технологических операций
5.1 Выбор оборудования
На операциях 010, 015 предлагается использовать обрабатывающий центр МС-50 фирмы «МАНО». Данное оборудование позволяет выполнить черновую и чистовую расточку отверстий, фрезеровку поверхностей, сверление и нарезание резьбы, обеспечивая достаточную точность и шероховатость.
Размеры рабочего пространства 500Ч400 мм.
Пределы частот вращения шпинделя 20 – 8000 мин-1.
Пределы подач стола 1 – 6000 мм/мин.
Ускоренное перемещение 15000 мм/мин.
Мощность N = 15 кВт.
Похожие работы
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
0 комментариев