Навигация
2 Назначение детали
Корпус поглощающего аппарата предназначен для гашения части энергии удара, уменьшения продольных растягивающих усилий, которые передаются через автосцепку на раму кузова вагона.
2.1 Описание детали
Корпус поглощающего аппарата отливается из легированной стали и подвергается специальной термообработке с высокоточной закалкой и отпуском. Нажимной конус и фрикционные клинья, выполняются из другой легированной стали и также подвергаются специальной термообработке. Таким образом, рационально подобранные материалы трущихся пар (нажимной конус — фрикционные клинья — поверхность корпуса аппарата) обеспечивают стабильность работы поглощающего аппарата.
Заряженный в заводских условиях аппарат монтируется на вагон без дополнительной подготовки. После первого соударения вагона аппарат автоматически переходит в рабочее состояние.
Ударная розетка отливается из стали 20ГЛ
Химический состав в % материала 20ГЛ:
C 0.15 - 0.25
Si 0.2 - 0.4
Mn 1.2 - 1.6
S до 0.04
P до 0.04
Механические свойства :
KCU - Ударная вязкость, [кДж / м2] - 250
HB - Твердость по Бринеллю, [МПа] - 143 - 187
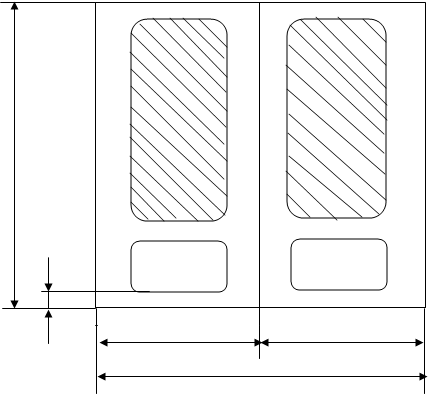
2.2 Схема детали
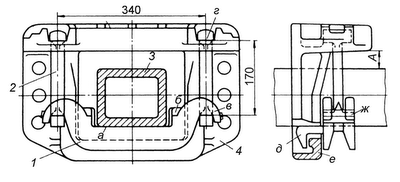
1 — центрирующая балочка; 2 — маятниковая подвеска; 3 — хвостовик автосцепки; 4 — ударная розетка
Рисунок 2 – Ударная розетка с центрирующим прибором
3 Условия эксплуатации
Детали автосцепного устройства в процессе работы подвергаются сложному силовому воздействию, в результате чего в элементах возникают всевозможные деформации: растяжения, сжатия, изгиба и кручения.
Габаритные размеры основных деталей автосцепного устройства но условиям размещения их на раме вагона, а также обязательность требования взаимозаменяемости создают существенные ограничения, которые препятствуют усилению сечений напряженных зон.
Анализ технического состояния сборочных единиц автосцепного устройства показывает, что все износы и повреждения можно разделить на две группы: естественные, постепенные износы, появляющиеся при нормальном взаимодействии деталей; внезапные, аварийные повреждения, возникающие в результате действия дополнительных внешних факторов или наличия скрытых дефектов технологического происхождения.
Все внезапные повреждения можно разделить на две группы: хрупкий и усталостный изломы. Явления хрупкого разрушения происходят в результате отрицательного влияния внутренних концентраторов напряжений, воздействия низких температур при недостаточной ударной вязкости стали, а также в результате старения металла.
Внешние концентраторы приводят к развитию усталостных разрушений.
3.1 Действующие силы, виды трения и изнашивания взаимодействующих поверхностей
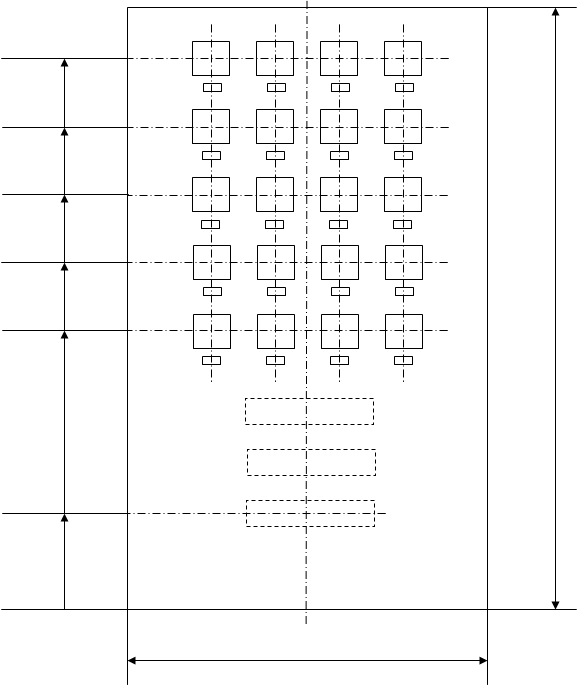
Износ 11 опорных мест для маятниковых подвесок образуется от взаимодействия с верхней головкой маятниковой подвески.
Износы 13 поверхностей проема для прохода хвостовика автосцепки образуются при перемещениях хвостовика автосцепки при сжатии на величину рабочего хода поглощающих аппаратом (70. ..110 мм), а также при отклонениях автосцепки от центрального положения в кривых участках пути.
Деформация (смятие) ударной части розетки 12 происходит oт соударения с упором головы автосцепки при восприятии сжимающих сил, превосходящих энергоемкость поглощающих аппаратов.
Трещины 10 образуются от отверстия под заклепку при непосредственном ударе упора головы автосцепки по ударному выступу розетки, кроме того, по этой же причине иногда образуются трещины в углах проема для прохода хвостовика автосцепки, так как углы являются концентраторами напряжений. Эти трещины, если они не выходят на привалочную поверхность розетки, разрешается заваривать.
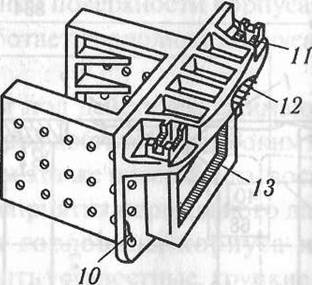
Рисунок 3 – Износы и повреждения на ударной розетке.
4 Ремонт
4.1 Общие положения
1.1. Ремонт и проверка автосцепного устройства подвижного состава производятся в контрольных пунктах автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоно- и локомотиворемонтных заводов, имеющих специальные удостоверения установленной формы, выдаваемые Департаментом вагонного хозяйства (ЦВ) МПС России.
1.2. Размещение технологической оснастки в пунктах ремонта автосцепного устройства должно обеспечивать выполнение требований настоящей Инструкции, а также техники безопасности и промышленной санитарии.
1.3. Контрольные пункты автосцепки депо и отделения ремонтных заводов должны иметь необходимую технологическую оснастку, два комплекта проверочных и один комплект контрольных шаблонов в соответствии с приложениями 1 и 2 настоящей Инструкции. Шаблоны должны соответствовать действующим техническим требованиям, утвержденным ЦВ МПС. Шаблоны проверяются на ремонтных предприятиях не реже одного раза в год с постановкой даты проверки согласно Методическим указаниям контроля СДК для автосцепных устройств вагонов РД 32 ЦВ-ЦЛ 027—91.
1.4. Изменение норм и допусков, указанных в настоящей Инструкции, может производиться только с разрешения ЦВ МПС. Порядок применения шаблонов в зависимости от вида ремонта подвижного состава указан в приложении 2 настоящей Инструкции.
1.5. Для поддержания автосцепного устройства в исправном состоянии установлены следующие виды осмотра: полный осмотр, наружный осмотр, проверка автосцепного устройства при техническом обслуживании подвижного состава.
1.6. Полный осмотр автосцепного устройства производится при капитальном и деповском ремонтах вагонов, капитальном ремонте локомотивов и вагонов дизель- и электропоездов, текущих ремонтах ТР-2, ТР-3 тепловозов, электровозов и вагонов дизель- и электропоездов, подъемочном ремонте паровозов. При капитальном ремонте группового рефрижераторного подвижного состава на концевых вагонах автосцепка СА-Д заменяется автосцепкой СА-3.
Наружный осмотр осуществляется при текущем отцепочном ремонте, вагонов, единой технической ревизии пассажирских вагонов, промывочном ремонте паровозов, текущем ремонте ТР-1 тепловозов, электровозов и вагонов дизель- и электропоездов.
Проверяют автосцепное устройство при техническом обслуживании во время осмотра вагонов в составах на пунктах технического обслуживания (ПТО), при подготовке вагонов
под погрузку и при техническом обслуживании локомотивов ТО-2, ТО-3, а также в других случаях, специально установленных МПС.
1.7. При полном осмотре съемные узлы и детали автосцепного устройства снимают с подвижного состава независимо от их состояния (кроме случаев, указанных в п. 2.2.7 и 2.2.20 настоящей Инструкции) и направляют в КПА или отделение по ремонту автосцепки завода для проверки и ремонта в соответствии с требованиями, изложенными в главе 2 настоящей Инструкции. К несъемным деталям автосцепного устройства относятся: ударная розетка, передние и задние упоры, располагающиеся на хребтовой балке, детали расцепного привода (фиксирующий кронштейн, кронштейн и расцепной рычаг). Ремонт и проверку несъемных деталей производят на подвижном составе, за исключением случаев, требующих их демонтажа.
1.8. При наружном осмотре, а также при проверке автосцепного устройства во время технического обслуживания производится освидетельствование узлов и деталей в соответствии с требованиями, изложенными в главах 3 и 4 настоящей Инструкции, без снятия с подвижного состава. Снимают только неисправные узлы и детали с заменой их исправными.
1.9. Детали автосцепного устройства, снятые с подвижного состава и подлежащие проверке и ремонту, должны быть очищены от грязи средствами, имеющимися в распоряжении пункта ремонта. После очистки корпус автосцепки, тяговый хомут, клин (валик) тягового хомута, маятниковые подвески центрирующего прибора, болты паровозной розетки должны быть подвергнуты неразрушающему контролю. Стяжной болт поглощающего аппарата, опорную пластину поглощающих аппаратов ПМК-110А и ПМК-110К-23 подвергают неразрушающему контролю только после их ремонта сваркой.
1.10. Неразрушающий контроль производится в соответствии с Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов.
1.11. Детали с дефектами, указанными в приложении 3, или не имеющие маркировки предприятия-изготовителя, ремонту не подлежат и сдаются в металлолом. При этом на каждый утилизированный корпус автосцепки составляется акт.
1.12. Все сварочные и наплавочные работы при ремонте автосцепного устройства выполняются в соответствии с требованиями Инструкции по сварке и наплавке при ремонте вагонов и контейнеров РТМ 32 ЦВ-201-88.
1.13. Слесарные, станочные работы и правка изогнутых деталей выполняются в соответствии с действующими техническими условиями МПС на производство этих работ и с требованиями Типовых технологических карт для ремонта автосцепного устройства, утвержденных МПС.
1.14. Соблюдение действующих нормативно-технических требований по ремонту автосцепного устройства проверяют руководители вагонной, пассажирской и локомотивной служб, начальники отделов вагонного, локомотивного хозяйств и пассажирских перевозок отделений, начальники вагонного (локомотивного) депо или их заместители в соответствии с личными нормативами, а на ремонтных заводах — главный инженер и начальник отдела технического контроля (ОТК) с записью в журнале ремонта.
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
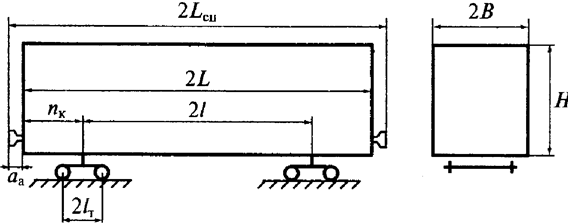
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...


... 6. Определяем частный показатель уровня автоматизации. Пуск и останов оборудования. К8=∑ ∙ (7) [7] К8=+ К8=1,4 7. Определить частный показатель уровня автоматического управления технологического процесса. К9=∑ ∙ (8) [7] К9=+ К9=1,6 8. Определить частный показатель уровня автоматического обмена информации со смежными и вышестоящими уровнями управления. ...
0 комментариев