Навигация
Проверка и ремонт ударной розетки
38982
знака
1
таблица
6
изображений
4.2 Проверка и ремонт ударной розетки
Ударную розетку проверяют, не снимая с подвижного состава. Изношенные поверхности розетки наплавляют с последующей обработкой.
Ослабшие заклёпки ударной розетки переклёпываются. Сварные швы, имеющие трещины, срубаются. Швы накладываются только горизонтальные, по верхней и нижней кромкам плиты розетки длиной по 300 мм.
Ударная розетка, имеющая изгиб привалочной плиты, отклёпывается от буферного бруса, выправляется и проверяется на плите.
Качка розетки на плите не разрешается. Допускаются местные неровности, при которых зазор между привалочной и контрольной плитами не превышает 1 мм.
Трещины в розетке вырубаются и завариваются.
Износы розетки в местах трения балочки центрирующего прибора глубиной более 5 мм, а также вмятины на ударной поверхности исправляются наплавкой с последующей обработкой.
Опорные места для головок маятниковых подвесок проверяются шаблоном № 776р, как показано на рисунке 4. Шаблон за рукоятку 1 устанавливается в розетке так, чтобы его проходная планка 2 прошла через прямоугольное отверстие для маятниковой подвески, а верхняя часть 3 легла на опорные места для подвески, которые предварительно хорошо зачищаются.
Розетка считается исправной, когда передняя кромка 4 прямоугольного отверстия располагается в пределах толщины планки 2 (рисунок 4, а)
Опорные места для маятниковой подвески обрабатываются, если планка 2 не доходит до кромки 4 отверстия (рисунок 4,6). Изношенные опорные места, при которых планка 2 шаблона целиком выходит за кромку 4 (рисунок, в), наплавляются и затем обрабатываются.
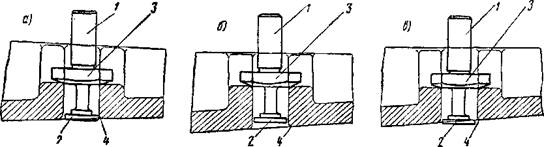
Рисунок 4 - Проверка шаблоном № 776р опорных мест в розетке для головок маятниковых подвесок
5 Разработка технологии восстановления детали
Электросварочные работы составляют значительную часть в общем объеме работ по ремонту деталей автосцепного устройства, причем наибольшее время затрачивается на наплавку изношенных поверхностей.
Наплавочные работы ведутся следующими способами:
ручным дуговым — штучными электродами или пучком таких электродов;
полуавтоматическим — сварочной проволокой под флюсом или порошковой проволокой, при данном способе наплавки используется подающее устройство шлангового полуавтомата;
полуавтоматическим - пластинчатым электродом под флюсом; многоэлектродным автоматическим - сварочной проволокой под флюсом на специальном установке с одновременной подачей шести проволок (электродов).
Ручная дуговая наплавка является наиболее распространенным способом. Однако он наименее производителен, так как наибольший ток для наплавки открытой дугой стальным электродом диаметром 4—6 мм составляет только 200- -350 А. Увеличение тока приводит к сильному разбрызгиванию металла, перегреву электрода и ухудшению формирования валика. В результате ручной дуговой сварки получается неровная поверхность наплав пенного металла, что вызывает необходимость давать припуск на обработку до 2—3 м.
Многоэлектродная автоматическая наплавка под флюсом представляет собой явление перемещающейся дуги, возбужденной между основным металлом и электродами. По мере расплавления одного электрода длина (сопротивление) дуги увеличивается, и дуга возникает между другим электродом или группой электродов, находящихся на более близком расстоянии от наплавляемой поверхности. Сварочная проволока (электроды) автоматически подается из специальных кассет. При попеременном плавлении электродов уменьшается глубина проплавления основного металла и его масса составляет не более 1/5 массы наплавленного металла. При многоэлектродной наплавке можно увеличить ток до 1200 А, что повышает производительность процесса.
Для наплавки пластинчатым электродом из малоуглеродистой стали толщиной 3—4 мм не требуется сварочных автоматов и калиброванной сварочной проволоки. В этом случае, как и при многоэлектродной наплавке, обеспечивается сварка хорошего качества. Ширина и длина пластины соответствуют наплавляемой поверхности. На наплавляемую поверхность насыпают слой флюса толщиной 4 мм, а затем укладывают электрод по специальным упорам флюсоудерживающего устройства. Один конец электрода замыкают на деталь, а другой подсоединяют через держатель к проводу от сварочного трансформатора. На электрод опять насыпают слой флюса толщиной 15—20 мм, а сверху флюса кладут груз для лучшего формирования сварочного валика при расплавлении электрода. После этого от электрода отодвигают установочные упоры и включают сварочный ток. В месте контакта электрода с поверхностью возникает дуга, и электрод начинает плавиться, причем сварочный процесс происходит автоматически до полного расплавления пластины.
Описанный способ позволяет изменять толщину наплавки за счет укладки в нужном месте дополнительной пластины соответствующего размера. Кроме того, при этом способе легко достигается повышение твердости, а следовательно, и износостойкости наплавленного металла введением в сварочную ванну легирующих присадок.
Несмотря на наличие отработанных технологий для наплавки изношенных мест деталей под флюсом, в практике ремонта автосцепки наиболее эффективным является способ наплавки порошковой проволокой с помощью шлангового полуавтомата. Это способ совмещает в себе маневренность, присущую ручной дуговой сварке, и высокую производительность труда, характерную для способов автоматической наплавки в среде защитных газов.
Немаловажную роль для изнашиваемых деталей автосцепного устройства придается износостойкости наплавленных поверхностей, поэтому все поверхности деталей, за исключением труднодоступных для обработки, должны восстанавливаться износостойкими наплавками.
Несмотря на внедрение высокопроизводительных методов наплавки, ручная дуговая сварка необходима главным образом для заварки трещин, допускаемых правилами ремонта, и для наплавки небольших или труднодоступных поверхностей деталей.
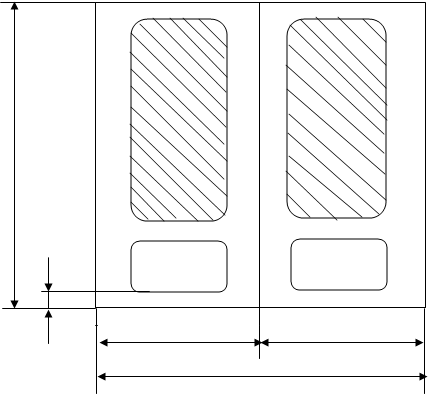
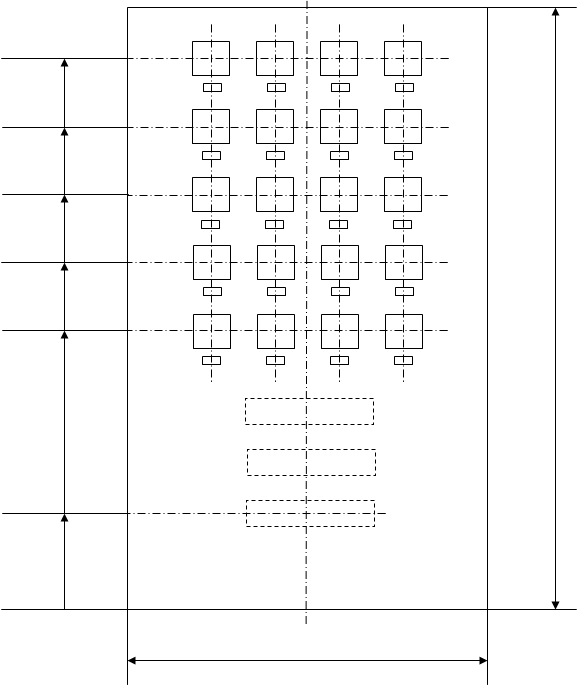
При ремонте розетки (рис. 5) разрешается:
1) наплавка изношенных опорных мест А для маятниковых подвесок;
2) наплавка изношенных поверхностей проема Б;
3) наплавка деформированной поверхности В ударной части;
4) заварка трещин Г в верхних углах проема, не выходящих на привалочную поверхность, с постановкой в двух средних углублениях вставок и обваркой их по периметру;
5) заварка трещин Д во фланце;
6) заварка трещин Е на ребрах жесткости в верхней ударной части;
7) заварка трещин Ж грани ударной части с постановкой в средних углублениях двух вставок и обваркой их по периметру;
8) заварка трещин 3 в нижних углах проем, не выходящих на привалочную поверхность.
2.6.16. При деповском ремонте вагонов разрешается производить приварку к ударной розетке отбитых частей согласно Технологической инструкции по сварке передних упоров № 317 ПКБ ЦВ.
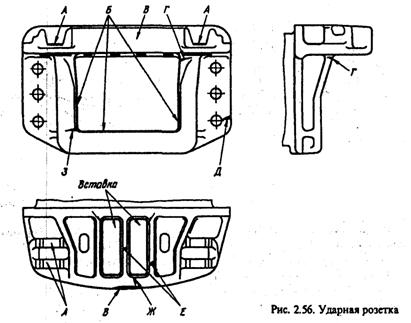
Рисунок 5 – Ударная розетка
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
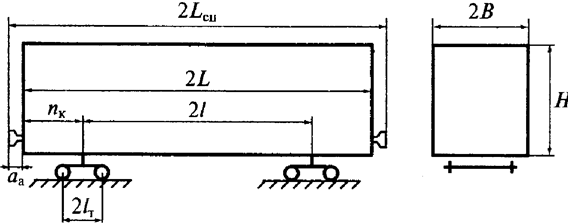
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...


... 6. Определяем частный показатель уровня автоматизации. Пуск и останов оборудования. К8=∑ ∙ (7) [7] К8=+ К8=1,4 7. Определить частный показатель уровня автоматического управления технологического процесса. К9=∑ ∙ (8) [7] К9=+ К9=1,6 8. Определить частный показатель уровня автоматического обмена информации со смежными и вышестоящими уровнями управления. ...
0 комментариев