Навигация
8 Охрана труда
1. Участок, где постоянно производится дуговая и газовая сварка, должен иметь рабочую инструкцию, знание и выполнение которой обязательно для сварщиков, а также должны быть вывешены плакаты, содержащие важнейшие указания по технике безопасности и пожарной безопасности.
2. При производстве электросварочных работ необходимо соблюдать требования действующих правил техники безопасности и производственной санитарии при электросварочных работах и требования стандарта ЕСБТ ГОСТ 12.3.003-86 «Работы электросварочные. Общие требования».
3. Для защиты глаз и лица от излучения сварочной дуги сварщик должен пользоваться исправным шлемом – маской или щитком со светофильтрами различной прозрачности в зависимости от величины сварочного тока. Светофильтр Э-1 применяется при сварочном токе 30-75 А, Э-2 – 75-200 А, Э-3 – 200-400 А, Э-4 – свыше 400 А. Для предохранения тела от ожогов каплями расплавленного металла или воздействия лучей сварочной дуги руки сварщика должны быть защищены брезентовыми рукавицами, а сам сварщик должен быть одет в костюм с огнестойкой пропиткой.
4. Для предупреждения воздействия лучей дуги на других рабочих местах выполнения сварки должны быть ограждены переносными ширмами, щитками или специальными занавесками высотой не более 1,8 м, которые окрашиваются в светлые тона (голубой, серый, жёлтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги.
5. Корпуса и кожухи сварочных машин, шкафы и аппаратные ящики сварочного оборудования должны быть заземлены, а электросварочные установки с источником переменного или постоянного тока оснащены устройством автоматического отключения напряжения холостого хода или ограничения его в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации электроустановок потребителей».
6. Сварочные посты в сварочном цехе должны быть оборудованы приточно-вытяжной вентиляцией, обеспечивающей эффективное удаление сварочной пыли и газов, удобными столами и сидениями для сварщиков, а также подъёмными средствами для установки деталей, масса которых превышает 20 кг.
7. Сварочные провода должны иметь исправную изоляцию. Рукоятку электродержателя изготовлять из изолирующего огнестойкого материала.
8. Во всех случаях повреждения сварочного оборудования необходимо немедленно выключить ток и сообщить мастеру и электромонтёру о повреждении.
9. Очистку сварочного шва от шлака сварки рабочий должен производить в защитных очках.
10. Минимальное расстояние от свежеокрашенных вагонов при производстве сварочных работ должно быть не менее 5 м.
11. Освещенность рабочего стола сварщика должна быть не менее 150 лк при искусственном освещении и не менее 100 лк при естественном.
12. При использовании природного газа, смеси природных и искусственных газов, а также технического пропана при газопламенной обработке металла, сварщик должен руководствоваться «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и проведения газопламенной обработке металла», «Правилами безопасности в газовом хозяйстве» и «Правилами устройства и безопасности эксплуатации сосудов, работающих под давлением.
Заключение
В курсовом проекте изучен технологический процесс ремонта ударной розетки, определены условия эксплуатации детали, рассмотрен существующий технологический процесс ремонта ударной розетки, выбрано технологическое оборудование и оснастка для механической обработки ответственных узлов ударной розетки, получены навыки оформления технологических документов, составления алгоритма изготовления детали.
Список используемых источников
1 Г. Ф. Гусев, В. А. Королев «Проектирование технологических процессов ремонта деталей вагонов» Ч.1, Омск, 1997 г.
2 Г. Ф. Гусев, В. А. Королев, Л. А. Пасечникова «Проектирование технологических процессов ремонта деталей вагонов» Ч.2, Омск, 1998 г.
3 Г.Ф. Гусев, В.В. Зубенко «Комплектация и оформление технологических документов при ремонте вагонов»: Методические указания при курсовом проектировании / Г. Ф. Гусев, В. В. Зубенко; Омский гос. Ун-т путей сообщения. Омск, 2006. 54 с.
4 Быков Б.В., Пигарев В.Е. Технология ремонта вагнонов: Учебник для средних специальных учебных заведений ж.-д. трансп. — М.: Желдориздат, 2001. — 559 с.
5 Технология производства и ремонта вагонов: Учебник для вузов ж.-д. трансп. / К. В. Мотовилов, В.С. Лукашук, В.Ф. Криворудченко, А.А. Петров; Под ред. К.В. Мотовилова. — М.: Маршрут, 2003. — 382 с.
6 Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации. ЦВ-ВНИИЖТ-494
7 Автосцепка. Устройство, эксплуатация и ремонт. В. Г. Голованов, В. И. Ладыгин.
8 Автосцепное устройство железнодорожного подвижного А22 состава/В. В. Коломийненко, Н. А. Костина, В. Д. Прохоренков, В. И. Беляев. - М.: Транспорт, 1991 – 232 с.
9 Справочник технолога-машиностроителя. В 2-х т. Т. 1/Под ред. А. Г. Косиловой и Р. К. Мещерякова,— 4-е изд., перераб. и доп. — М.: Машиностроение, 1986. 656 с, ил.
10 Справочник технолога-машиностроителя. В 2-х т. С74 Т. 2 /Под ред. А. Г. Косиловой и Р. К. Мещерякова.— 4-е изд., перераб. и доп. — М.: Машиностроение, 1986. 496 с, ил.
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
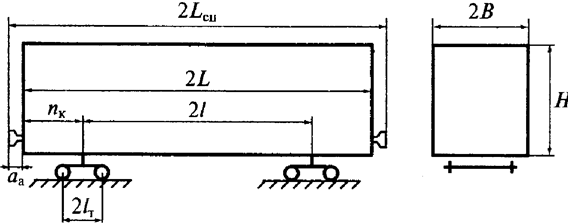
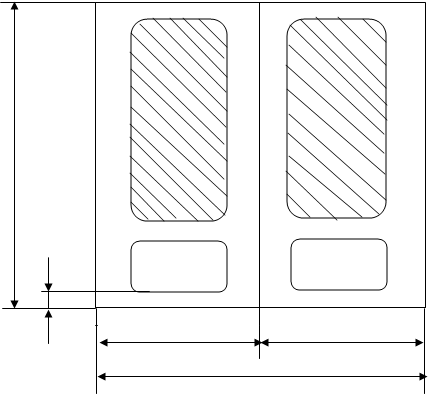
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...





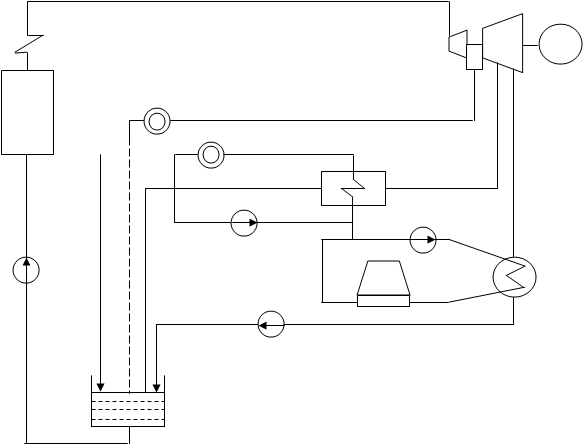
... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...


... 6. Определяем частный показатель уровня автоматизации. Пуск и останов оборудования. К8=∑ ∙ (7) [7] К8=+ К8=1,4 7. Определить частный показатель уровня автоматического управления технологического процесса. К9=∑ ∙ (8) [7] К9=+ К9=1,6 8. Определить частный показатель уровня автоматического обмена информации со смежными и вышестоящими уровнями управления. ...
0 комментариев