Навигация
Разработка технологических операций
38982
знака
1
таблица
6
изображений
5.1 Разработка технологических операций
А) Расчет режима ручной дуговой наплавки изношенных опорных мест для маятниковых подвесок
Используем электроды НР – 3 (Э46), диаметр электрода – 5мм.
Толщина наплавленного слоя:
![]()
где диз – величина износа, мм
до – величина припуска на механическую обработку, мм.
диз = 4 – 8 мм.
до = 2 мм.
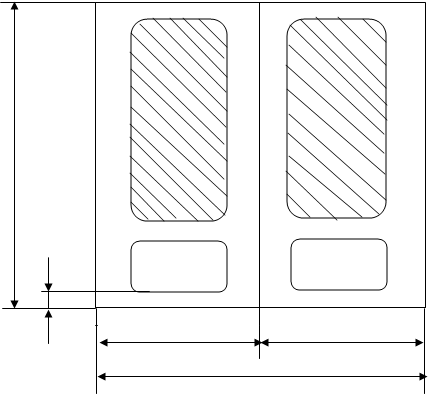
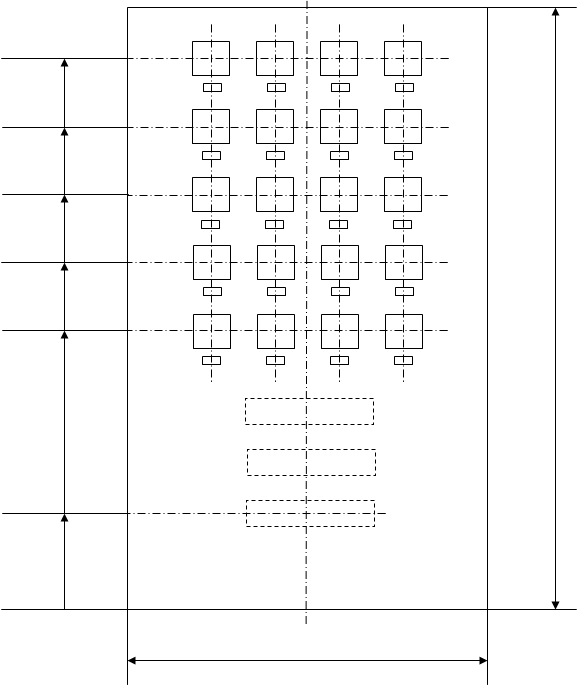
д н = 4 мм + 2 мм = 6 мм.![]()
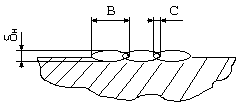
Рисунок 6 - Схема наложения валиков
Соотношения между основными параметрами наплавленного слоя можно определить по выражениям:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Количество слоев наплавки равно 3.
Ориентировочная величина тока, А:
![]()
![]()
Напряжение дуги, В:
Uд=20+0,04∙Iн=30 В.
Скорость наплавки, м/ч:
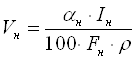 ,
,
где бн – коэффициент наплавки, г/Ач,
Fн – площадь наплавленного слоя одного прохода,см2,
с – плотность металла шва, г/см3
с=7,8 г/см3; подставив значение получим:
![]()

Выбираем род тока постоянный, полярность обратная. Как правило, скорость наплавки можно не рассчитывать, так как она устанавливается сварщиком вручную при обеспечении размерных параметров наплавленного слоя.
Выбирая род тока, следует учитывать экономические и эксплуатационные преимущества переменного тока перед постоянным. Так, характер наплавочных работ обусловливает необходимость получения слоя наплавленного металла за счет возможно большего количества электродного металла при минимальной глубине проплавления основного металла. Поэтому для наплавочных работ следует предпочесть постоянный ток и вести наплавку на обратной полярности, обеспечивающей более высокую производительность процесса и меньшую глубину проплавления поверхности детали.
В качестве оборудования для наплавки мною выбран сварочный выпрямитель ВДУ – 506, электрододержатель ЭДС – 300 ГОСТ 14651 – 78
Б) Расчет режима автоматической наплавки под плавленым флюсом.
Выбираем марку электродной проволоки НП – 30, марка флюса АН – 348.
Толщина наплавленного слоя:
![]()
Диаметр электрода – 4мм.
![]()
где диз – величина износа, мм
до – величина припуска на механическую обработку, мм.
диз = 4 – 8 мм.
до = 2 мм.
Соотношения между основными параметрами наплавленного слоя можно определить по выражениям:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Количество слоев наплавки равно 2 .
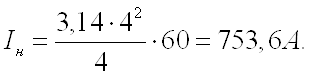
Ток наплавки, А:
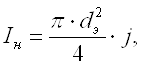
где j – плотность тока, А/мм2. J = 60 – 140 А/мм2
Напряжение дуги, В:

Скорость подачи электрода, м/ч:
где бр – коэффициент расплавления, г/А∙ч;
Iн – ток наплавки, А;
dэл – диаметр проволоки, мм;
с – плотность металла проволоки, г/мм3.
Коэффициент расплавления электродной проволоки сплошного сечения при наплавке под флюсом определим для постоянного тока обратной полярности бр=10 – 12 г/А∙ч.
Шаг наплавки:
![]()
Скорость наплавки:
где Fн – площадь наплавленного металла,
![]() ,
,
где а – коэффициент, учитывающий отклонение площади наплавленного валика от площади прямоугольника. а = 0,6 – 0,7.
![]()
 ,
,
где ш – коэффициент потерь металла на разбрызгивание, составляет 1 – 3%, следовательно
 г/А∙ч.
г/А∙ч.
Вылет электродной проволоки, мм
![]()
Толщина флюса составляет 35 мм, т.к. ток наплавки находится в диапазоне 400-800 А.
Выбираем род тока – постоянный, полярность – обратная.
Для автоматической наплавки под флюсом обычно применяется оборудование, изготовленное самим ремонтным предприятием. Установка состоит из модернизированного токарного станка, подающего механизма, флюсоподающего устройства и источника питания. В качестве вращателя используется токарный станок, частота вращения шпинделя которого снижается в 20-30 раз. Для этого между электродвигателем привода и первым валом коробки скоростей устанавливается редуктор. Механизм подачи электродной проволоки и флюсовое, оборудование устанавливаются на суппорте станка. Источник питания: преобразователь АСБ–300–2, сварочный генератор ГСО-300, номинальное напряжение 30В, номинальная сила тока 300 А, пределы регулирования силы тока 75-320 А.
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
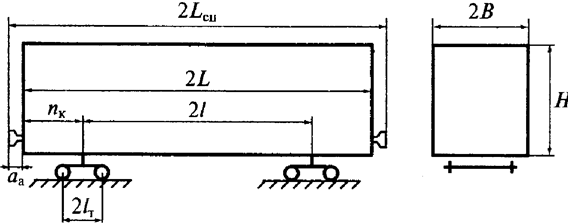
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...


... 6. Определяем частный показатель уровня автоматизации. Пуск и останов оборудования. К8=∑ ∙ (7) [7] К8=+ К8=1,4 7. Определить частный показатель уровня автоматического управления технологического процесса. К9=∑ ∙ (8) [7] К9=+ К9=1,6 8. Определить частный показатель уровня автоматического обмена информации со смежными и вышестоящими уровнями управления. ...
0 комментариев