Навигация
Вагонов соответствует 10000 ударных розеток
38982
знака
1
таблица
6
изображений
5000 вагонов соответствует 10000 ударных розеток.
Смат = 30– стоимость электродов Э46.
ФОТ = 22,26– годовой ФОТ
Сэ = 6,69 – стоимость электроэнергии
Сам = 8436,84 – амортизационные отчисления
Стр = 7578 – затраты на содержание оборудования
Сруч=Смат+ФОТ+Сэ+(Сам+Стр)/П=30+22,26+6,69+(8436,84+7578)/10000 =60, 55руб
Определяем стоимость автоматической наплавки.
Смат = 45,85+61 = 96600руб – стоимость материалов.
ФОТ =14,31 – годовой ФОТ
Сэ =3,5 – стоимость электроэнергии
Сам =29390 – амортизационные отчисления
Стр =40083 – затраты на содержание оборудования
Савт =96600 + 14,31 + 3,5+ (29390 + 40083)/10000 = 96624,7руб
А) Расчет технико-экономической эффективности.
Снижение трудоемкости наплавки
∆Т = Тб – Тс,
где Тб и Тс – штучное время наплавки по базовому (ручная наплавка) и сопоставимому (автоматическая наплавка), ч.
∆Т = 1,48 – 0,976 = 0,504 часа.
Повышение производительности труда:

Снижение себестоимости наплавки:
ДС = Сб – Сс
Или ДС = (Сб – Сс)/Сб∙100%,
где Сб и Сс – себестоимость наплавки детали по базовому и сопоставимому вариантам, руб.
Т.к. Сб < Cc, то
ДС = (10,27 – 7,46)/10,27∙100% = 27,36%
Годовая экономия наплавки на выполненный объем работ.
Эс = (Сс – Сб)∙П,
где П – годовая программа ремонта, шт.
Эс+(10,27 – 7,46)∙10000 = 28100 руб.
Срок окупаемости дополнительных капитальных вложений
Тр = (Кс – Кб)/Эс,
где Кс, Кб – капитальные затраты, необходимые для проведения мероприятий соответственно по сопоставимому и базовому варианту.
Тр = (40083 – 7578)/28100 = 1,15
Тр < Тн
Годовой экономический эффект
Э = (Сс + Ен∙Кс) – (Сб + Ен∙Кб),
где Ен – нормативный коэффициент эффективности капвложений;
Ен = 0,1 – 0,15, принимаем 0,1
Э = (10,27 + 0,1∙40083) – (7,46 + 0,1∙7578) = 3253,24руб.
Таблица 1 Основные показатели технико-экономической эффективности
| Показатели | Базовый вариант | Автоматическая наплавка |
| Снижение трудоемкости наплавки, Т, ч | 0,976 | |
| Повышение производительности труда, Птр, % | 14,98% | |
| Снижение себестоимости С, руб | 10,27 | |
| Срок окупаемости Тр, т | 0,81 | |
| Годовой экономический эффект Э, руб | 3253,24 |
Замена ручной дуговой наплавки на автоматическую наплавку под флюсом является целесообразной, так как снижение трудоемкости равно 0,976 ч. Производительность труда повышается на 14,98%.Срок окупаемости дополнительных вложений от использования автоматической наплавки составляет 0,81 года, а годовой экономический эффект 3253,24 р. Кроме всего вышеперечисленного, автоматическая наплавка облегчит труд рабочих. На основе полученных расчетов, можно сделать вывод о целесообразности внедрения автоматической наплавки в производство.
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
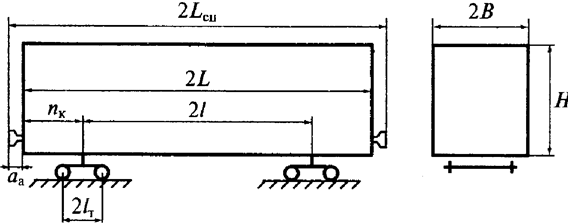
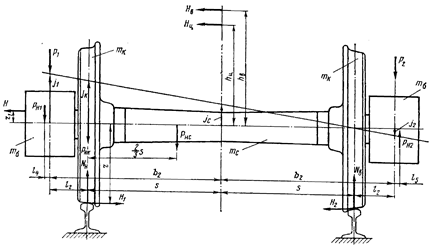
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...


... 6. Определяем частный показатель уровня автоматизации. Пуск и останов оборудования. К8=∑ ∙ (7) [7] К8=+ К8=1,4 7. Определить частный показатель уровня автоматического управления технологического процесса. К9=∑ ∙ (8) [7] К9=+ К9=1,6 8. Определить частный показатель уровня автоматического обмена информации со смежными и вышестоящими уровнями управления. ...
0 комментариев