Навигация
Нормы времени на операции 90 шлифовальной
145753
знака
28
таблиц
28
изображений
7. Нормы времени на операции 90 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхности 25:
ТО = 2,5.151.10-3 = 0,38
При обработке поверхности 23:
ТО = 2,5.151.10-3 = 0,38
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,38 = 0,76 мин.
Штучное время на операции:
Тшт. = 0,76.1,51 = 1,15 мин.
8. Нормы времени на операции 100 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3.
При обработке поверхностей 34, 35, 36:
ТО = 2,5.151.10-3 = 0,38 мин.
При обработке поверхностей 38, 39:
ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,14 = 0,52 мин.
Штучное время на операции:
Тшт. = 0,52.1,51 = 0,78 мин.
9. Определим нормы времени для операции 110 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3.
При обработке поверхностей 34, 35, 36:
ТО = 2,5.151.10-3 = 0,38 мин.
При обработке поверхностей 38, 39:
ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,14 = 0,52 мин.
Штучное время на операции: Тшт. = 0,52.1,51 = 0,78 мин.
10. Нормы времени на операции 120 шлифовальной. Основное технологическое время найдем по формуле: ТО = 2,5. l.10-3.
При обработке поверхности 10: ТО = 2,5.65.10-3 = 0,16 мин.
При обработке поверхностей 59, 60: ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,16 + 0,14 = 0,3 мин.
Штучное время на операции:
Тшт. = 0,3.1,51 = 0,45 мин.
11. Нормы времени на операции 130 шлифовальной. Основное технологическое время найдем по формуле: ТО = 2,5. l.10-3.
При обработке поверхности 10: ТО = 2,5.65.10-3 = 0,16 мин.
При обработке поверхностей 59, 60: ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,16 + 0,14 = 0,3 мин.
Штучное время на операции:
Тшт. = 0,3.1,51 = 0,45 мин.
7. Патентные исследования
Цель радела - исследование достигнутого уровня развития вида техники и выбор прогрессивных образцов для разработки усовершенствованного объекта.
7.1 Обоснование необходимости проведения патентных исследованийНа операциях 10,20 фрезерных используется торцовая фреза со вставными ножами ГОСТ 24359-80. Ее недостатком является низкая стойкость, что уменьшает производительность фрезерования.
Одним из путей повышения износостойкости и производительности при фрезеровании является усовершенствование фрез. Добиться усовершенствования можно путем использования прогрессивных технических решений (ТР), созданных в последнее время. Выявить прогрессивные ТР, которые могут лечь в основу усовершенствованной фрезы можно в результате патентного исследования уровня вида техники "Фрезы".
7.2 Описание объекта исследованийТорцовая насадная фреза со вставными ножами предназначена для фрезерования плоских деталей, изготовленных из различных материалов с припуском до 4 мм.
Торцовая насадная фреза со вставными ножами состоит из корпуса 1 в котором крепятся вставные ножи 2 с режущими элементами 3, упорного винта 4, пружины 5 и крепежного винта 6. Режущие элементы ножей могут изготовляться из твердого сплава, быстрорежущей стали и композита.
Фрезерование деталей ведется следующим образом: фреза крепится, например, на суппорте фрезерного станка, после чего ей сообщается вращательное движение, далее инструмент доставляется в зону резания и ему сообщается продольная или поперечная подача.
Недостатком данной фрезы является низкая стойкость, что влечет за собой снижение производительности обработки.
На рисунке 7.1 представлен эскиз данной фрезы.
Фреза торцовая насадная со вставными ножами
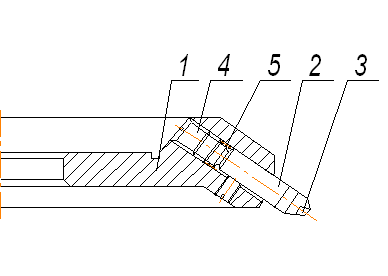
Рис.7.1.
7.3 Цель исследованияЦель исследования - повышение износостойкости фрезы и производительности обработки путем оптимизации конструкции фрезы.
7.4 Регламент поискаЗадача этапа - определить перечень исследуемых ТР (ИТР), их классификационных индексов, минимальную ретроспективность и широту патентного поиска, а также перечень источников информации, обеспечивающих достаточную полноту и достоверность исследований.
7.4.1 Определение ИТР
Фреза насадная торцовая со вставными ножами имеет следующие технические решения:
а) корпус;
б) конструкция вставных ножей;
в) материал режущей части вставных ножей;
г) форма режущей части вставных ножей;
д) фреза торцовая, общая компоновка.
Для достижения цели исследования - повышение износостойкости фрезы и производительности обработки путем оптимизации конструкции фрезы будем исследовать техническое решение "Фреза торцовая, общая компоновка".
7.4.2 Определение рубрики МКИ и индекса УДКДля определения рубрики международной классификации изобретений (МКИ) ИТР определяем ключевую фразу: "Фрезы". По [10] определяем предполагаемую рубрику МКИ: В24С. Индекс универсальной десятичной классификации (УДК) определяем по [12]: 621.9 Обработка резанием. 621.9 02 Режущие инструменты.
7.4.3 Установление ретроспективности глубины поискаПредполагая, что наиболее перспективные технические решения были созданы в последние десять лет, устанавливаем глубину поиска 5 лет.
7.4.3 Выбор стран проверкиИсследования проводим в отношении ведущих стран машиностроения - Российской Федерации (РФ), Германии и Японии.
7.4.4 Определение источников информации
В качестве источников информации принимаем следующую патентную документацию:
описания изобретений к авторским свидетельствам и патентам;
бюллетень изобретений РФ;
реферативный сборник ВНИИПИ "Изобретения стран мира";
реферативный журнал ВИНИТИ 14А - "Резание металлов. Станки и инструменты" (14 "Технология машиностроения);
книги и работы в области токарной обработки, обработки резанием, режущего инструмента.
Данные подпунктов 7.4.1, 7.4.2, 7.4.3, 7.4.4 заносим в таблицу 7.1.
Таблица 7.1. Регламент поиска
| Предмет поиска ИТР | Индексы МКИ и УДК | Страны поиска | Глубина поиска, лет | Источники информации |
| Фреза торцовая, общая компоновка | МКИ: В24С; УДК: 621.9; 621.9 02 | РФ Германия Япония | 5 | Патентные описания Патентные бюллетени РФ и СССР Реферативный сборник ВНИИПИ "Изобретения стран мира" Реферативный журнал ВИНИТИ 14 А "Резание металлов. Станки и инструмент" ЭИ ВИНИТИ "Режущие инструменты" Журналы: "Вестник машиностроения", "Станки и инструменты", "Машиностроитель" |
7.5 Патентный поиск
Задача этапа - обеспечить достаточную полноту и достоверность исследований путем тщательного отбора и анализа патентно-технической информации.
7.5.1 Отбор документации, имеющей отношение к ИТРПросматриваем источники информации в соответствии с регламентом. Отбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР "Фреза торцовая, общая компоновка".
По отобранным документам знакомимся с рефератами, формулами изобретений, чертежами. Сведения о ТР, имеющих отношение к ИТР "Фреза торцовая, общая компоновка" заносим в таблицу 7.2.
Таблица 7.2. Отбор патентной документации для анализа
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, рубрика МКИ (УДК) | Автор, заявитель, страна, дата приоритета, дата публикации, название | Подлежит ли детальному анализу при исследовании уровня вида техники |
| 1) Фреза торцовая, общая компонов-ка | РФ Авторское свидетельство №1161279 В23С5/06 | Н.Н. Коротун РФ 28.02.96 Фреза. | да |
| 2) Фреза торцовая, общая компонов-ка | РФ Авторское свидетельство №806293 В23С5/06 | Н.Н. Коротун и А.А. Личман РФ15.06.97 Фреза | да |
| 3) Фреза торцовая, общая компонов-ка | РФ Авторское свидетельство №1194602 В23С5/06 | В.Н. Красников и А.А. Москвитин РФ30.0597 Фреза | да |
| 4) Фреза торцовая, общая компонов-ка | Германия Патент №5031943 В23С5/06 | Ш. Зинберг ФРГ 10.04.98 Фреза | да |
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, рубрика МКИ (УДК) | Автор, заявитель, страна, дата приоритета, дата публикации, название | Подлежит ли детальному анализу при исследовании уровня вида техники |
| 5) Фреза торцовая, общая компонов-ка | Япония Патент №3887532 В23С5/06 | К.К. Сэйкося Япония 07.09.98 Сборный режущий инструмент | да |
Сущность технических решений и цель их создания.
1) Режущая фреза состоит из корпуса, в отверстиях которого установлены режущие вставки, зафиксированными в промежуточных элементах, контактирующих с упругими элементами, расположенными в замкнутых плоскостях, снабженных нажимными винтами, отличающаяся тем, что с целью повышения стойкости фрез путем обеспечения демпфирования возвратно-поступательных и вращательных колебаний режущих вставок в направлениях соответствующих шести степеням свободы, промежуточные элементы выполнены в виде установленных в отверстии корпуса тонкостенных втулок, внутренние поверхности которых имеют форму гиперболоидов вращения, а наружные поверхности имеют у торцов по два цилиндрических пояска, диаметры которых соответствуют диаметру отверстий корпуса.
2) Фреза, в корпусе которой установлены с возможностью радиального перемещения резцовые узлы, содержащие режущие вставки и плунжеры, отличающаяся тем, что с целью повышения стойкости инструмента путем обеспечения саморегулирования радиального положения вставок по величине силы резания, каждый резцовый узел снабжен упругим элементом и регулировочным винтом, взаимодействующим через упругий элемент с плунжером.
3) Фреза, которая, с целью повышения стойкости путем обеспечения возможности адаптации фрезы к изменяемым условиям резания, снабжена дополнительными плунжерами с упругими элементами, расположенными в корпусе фрезы с возможностью воздействия на режущие вставки в противоположном основным плунжерам направлении, а каждый упругий элемент дополнительных плунжеров соединен посредством выполненных в корпусе каналов с упругим элементом основного плунжера предыдущей режущей вставки.
4) Фреза, содержащая корпус, в котором установлены с возможностью радиального перемещения режущие вставки, взаимодействующие с плунжерами, отличающаяся тем, что с целью повышения стойкости инструмента путем обеспечения саморегулирования вставок по величине силы резания, фреза оснащена тормозными устройствами, охватывающими плунжеры.
5) Сборный режущий инструмент, содержащий режущий элемент и механизм крепления, выполненный в виде упругой части корпуса, выделенной с одной стороны отверстием, имеющим конический участок для взаимодействия с крепежным элементом, и продольной прорезью, пересекающей это отверстие, а с другой стороны - пазом для размещения режущего элемента и продольной прорезью, пересекающей его поверхность, отличающийся тем, что с целью повышения производительности обработки путем обеспечения более надежного закрепления режущего элемента, отверстие, имеющее конический участок, выполнено в поперечном направлении, а продольная прорезь, пересекающая поверхность паза, выполнена пересекающей и поверхность указанного отверстия.
7.5.2 Анализ сущности отобранных решенийИзучаем сущность отобранных ТР по сведениям, содержащимся в патентных описаниях, статьях и т.п. Если ТР решает принципиально другую задачу, чем повышение износостойкости инструмента и производительности обработки, документ исключаем из рассмотрения. Если ТР решает ту же задачу (аналог ИТР), документ включаем в перечень для детального анализа, делая отметку об этом в графе 4 таблице 7.2.
Эскизы аналогов приведены на рисунке 7.2.
Эскизы аналогов "Фреза торцовая, общая компоновка"
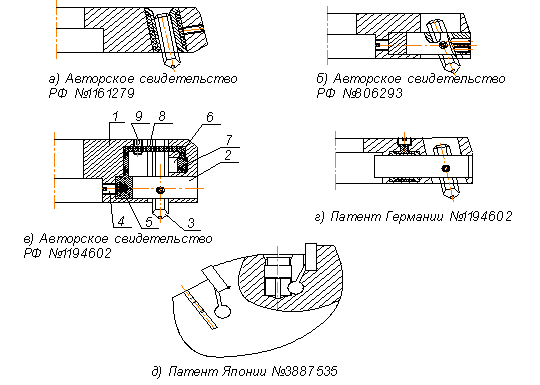
Рис.7.2.
7.6 Анализ результатов поискаЗадача этапа - путем сопоставления недостатков и преимуществ ИТР и аналогов установить, какой из аналогов является наиболее прогрессивным.
7.6.1 Определение показателей положительного эффектаОпределим, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте.
Показатели группируем и заносим в таблицу 7.3.
Таблица 7.3.
Оценка преимуществ и недостатков аналогов
| Группа | № | Показатели положительного эффекта | ИТР | Аналоги | ||||
| Авт. свид. РФ № 1161279 | Авт. свид. РФ № 806293 | Авт. свид. РФ № 1194602 | Пат. Германии №5031943 | Пат. Японии №3887532 | ||||
| а) б) в) г) | 1 1 1 1 | Обеспечивающие достижение цели предполагаемым путем Повышение износостойкости фрезы и производительности обработки путем оптимизации конструкции фрезы Обеспечивающие достижение цели другими путями Повышение износостойкости фрезы и производительности обработки вследствие более надежного закрепления режущего элемента Улучшающие другие положительные свойства объекта Качество обработки Ослабляющие вредные свойства объекта Простота конструкции | 0 0 0 0 | 3 2 1 2 | 4 2 1 2 | 5 2 2 1 | 4 2 1 2 | 2 5 1 1 |
| Суммарный положительный эффект | 0 | 8 | 9 | 10 | 9 | 7 | ||
Оцениваем обеспечение каждого показателя положительного эффекта в баллах. В графе 4 таблицы 7.3 ИТР по каждому показателю выставим оценку нуль. В графах 5, 6, 7, 8, 9 выставляем оценку аналогам по показателям групп а и б от 0 до 5, а групп в и г - от - 2 до 2. Суммируем оценки по каждому аналогу и заносим результаты в нижнюю строку таблицы 7.3. Видим, что наибольшую сумму баллов имеет аналог "Фреза", авторское свидетельство РФ № 1194602, авторы В.Н. Красников и А.А. Москвитин. Следовательно, данное ТР является наиболее прогрессивным. Принимаем его для использования в качестве усовершенствованной торцовой фрезы со вставными ножами на операции 30 фрезерной ТП изготовления кулачка к патрону.
7.7 Описание усовершенствованного объектаТорцовая фреза со вставными ножами предназначена для фрезерования плоских деталей, изготовленных из различных материалов.
Фреза торцовая, рис.7.2, в, имеет следующую конструкцию: в корпусе 1 расположены основные плунжеры 2 со вставками 3. Между регулировочными винтами 4 и основными плунжерами расположены дополнительные плунжеры 6 с упругими элементами 7, которые соединены каналами 8 связи с упругими элементами основных плунжеров. Канал связи может быть перекрыт винтом 9.
Работа фрезы зависит от качества ее регулировки. Перед регулировкой системы основной плунжер - вставка - упругий элемент - регулировочный винт задают или рассчитывают составляющую силу резания, действующую вдоль оси основного плунжера. Винтом 9 перекрывают канал связи. В ненагруженном состоянии (без резания) плунжер и вставка находятся в правом (по схеме) положении. Плунжер нагружают заданным значением силы, и вращают при этом регулировочный винт 4. Регулировка упругой системы заканчивается в момент начала перемещения основного плунжера влево, т.е. в момент начала отрыва точки касания вставки и корпуса. Так регулируют все основные плунжеры. После окончания регулировки основных плунжеров винтами 9 открывают каналы связи. Система при этом остается неподвижной. Если дальше нагрузить любой из основных плунжеров, то за счет создания избыточного давления за основным плунжером по каналу связи начинается передача давления на дополнительный плунжер, следующий за нагружаемым основным. Дополнительный плунжер нагружает режущую вставку, следующую за нагруженным основным плунжером. Таким образом, при нагружении предыдущего основного плунжера последующий за ним дополнительный плунжер несколько смещает режущую вставку и тем самым предохраняет ее от перегрузок.
8. Научные исследования
Цель раздела - выбор оптимальных характеристик шлифовального круга на одной из шлифовальных операций. Это необходимо для повышения производительности операции, а также уменьшения расхода материала шлифовального инструмента. Для достижения поставленной цели воспользуемся графическим методом оптимизации.
8.1 Обработка результатов экспериментаСтудентами и сотрудниками ТГУ на базе учебных лабораторий были поставлены эксперименты, входе которых производилось шлифование стали 40ХГНМ со скоростью резания V = 35 м/с, подачей S = 7,2 м/мин, глубиной t = 0,01 мм шлифовальным кругами различной зернистости. Целью эксперимента было определение реальных показателей шлифовального процесса, а также определение зависимостей между этими показателями и параметрами шлифовального круга. Параметрами шлифовального круга в данном случае являются глубина лунки H и зернистость круга Z. Результаты данных экспериментов представлены в табл.8.1.,8.2.
Таблица 8.1.
Показатели шлифования в зависимости от зернистости Z
| Z | Py, Н | Pz, Н | T, град | Ra, мкм | ∆, мкм | q, мм3/мм3 |
| 8 | 90 | 50 | 600 | 0,3 | 5,5 | 0,1 |
| 12 | 63 | 44 | 530 | 0,4 | 5 | 0,11 |
| 20 | 75 | 37 | 440 | 0,6 | 5 | 0,13 |
| 25 | 80 | 35 | 400 | 0,7 | 4,5 | 0,13 |
| 32 | 85 | 32 | 380 | 0,85 | 4 | 0,14 |
| 40 | 55 | 30 | 350 | 1,0 | 4 | 0,15 |
Таблица 8.2.
Показатели шлифования в зависимости от глубины лунки H
| Н, мм | Тверд | Py, Н | Pz, Н | T, град | Ra, мкм | ∆, мкм | q, мм3/мм3 |
| 3 | СТ1 | 120 | 50 | 650 | 0,5 | 5 | 0,05 |
| Продолжение табл.8.2. | |||||||
| Н, мм | Тверд | Py, Н | Pz, Н | T, град | Ra, мкм | ∆, мкм | q, мм3/мм3 |
| 4 | СТ2 | 95 | 40 | 500 | 0,63 | 5 | 0,09 |
| 5 | СМ2 | 80 | 35 | 400 | 0,7 | 4,5 | 0,13 |
| 6 | СМ1 | 70 | 29 | 350 | 0,8 | 4 | 0,17 |
| 7 | М3 | 62 | 25 | 300 | 0,9 | 4 | 0,21 |
| 8 | М2 | 57 | 23 | 270 | 0,95 | 3,5 | 0,26 |
В таблицах приведены:
Z - зернистость круга; Н - глубина лунки; ∆ - некруглость.
Для достижения поставленной цели - нахождения оптимальных значений параметров шлифовального круга Z, Н, необходимо вывести зависимости типа:
![]() , (8.1)
, (8.1)
где А - показатели шлифования.
Для нахождения показателей степеней при Z и Н воспользуемся графическим методом, при котором они будут равны тангенсу угла наклона средней линии к оси абсцисс.
1) ![]()
![]()
Откладываем в логарифмической системе координат соответствующие друг другу значения сил Py и зернистостей круга Z. Таким образом, получим несколько точек. Далее проводим среднюю линию. Тангенс угла ее наклона к оси абсцисс и есть искомый показатель степени XPy. Этот процесс представлен на рис.8.1.
Нахождение показателей степеней при Z и H
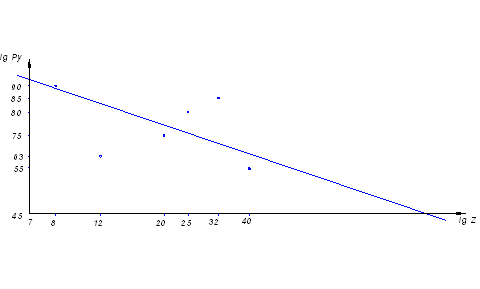
Рис.8.1.
XPy = tg (-17,74°) = - 0,32.
Аналогично находятся и другие показатели степени. Они равны:XPz = - 0,32; XT = - 0,34; XRa = 0,75; XD = - 0,2; Xq = 0,25; YPy = - 0,75; YPz = - 0,78; YT = - 0,89; YRa = 0,65; YD = - 0,35; Yq = 1,67.
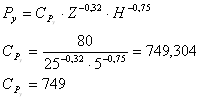
Для нахождения коэффициентов в искомых зависимостях воспользуемся опытными данными и полученными показателями степеней. Результаты экспериментов подставляем в формулу 8.1, и находим коэффициенты для каждого отдельного случая.
1)
2)
3)
4)
5)
6)
Получили следующие зависимости:
1) Py= 749Z-0,32H-0,75
2) Pz = 344Z-0,32H-0,78
3) T= 5005Z-0,34H-0,89
4) Ra= 0,022Z0,75H0,65
5) Δ= 15Z-0,2H-0,35
6) q= 0,004Z0,25H1,67
8.2 Оптимизация параметров шлифовального круга
Оптимизацию абразивного инструмента проводим на операцию 110. На данной операции проводится абразивная обработка паза 45х151 мм. Для этого используется плоскошлифовальный станок 3Г71М с мощностью электродвигателя N = 2,2 кВт. Материал детали сталь 19 ХГН.
Эскиз обработанной детали представлен на рис.8.2.
Эскиз обработанной детали
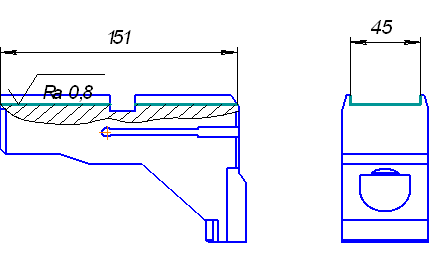
Рис.8.2.
Приведём процесс шлифования к системе линейных уравнений, описывающей ограничения, налагаемые на данный процесс. Результат решения данной системы представим графически.
Ограничения, налагаемые на процесс:
Ra≤Ra0 - ограничение по шероховатости;
T≤T0 - ограничение по температуре;
Nэ≤η∙N - ограничение по мощности привода главного движения станка;
8≤Z≤40 - ограничение по зернистости шлифовального круга;
3≤H≤8 - ограничение по глубине лунки.
Целевая функция:
q→min - износ шлифовального круга должен быть как можно меньше.
Похожие работы





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...





... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... , мм 0,2 0,2 0,2 0,25 0,25 Основной припуск на размер, мм 2,7 2,7 1,8 2,5 2,0 Номинальный размер элемента детали, мм 147 122 70 331 115 5. Анализ технологической операции существующего или типового технологического процесса Анализ будем производить на основании базового технологического процесса. В данном технологическом процессе последовательность ...
0 комментариев