Анализ исходных данных
Анализ конструкции детали на технологичность
Коэффициент применения типовых технологических процессов
Разработка и образование проектируемого ТП изготовление детали
Обоснование выбора баз
Расчёт припусков и размеров заготовки
Технико-экономическое сравнение двух вариантов механической обработки заготовки
Навигация
Анализ исходных данных
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
38332
знака
9
таблиц
2
изображения
2. Анализ исходных данных
2.1 Конструкторский контроль рабочего чертежа детали
Анализ рабочего чертежа детали производится с целью установления факта соответствия его действующим стандартам ЕСКД.
Проанализировав имеющийся рабочий чертёж детали, можно отметить следующее:
- элементы детали расположены на листе грамотно, лист не имеет пустот или участков с большой концентрацией элементов;
- на чертеже присутствуют все виды и разрезы детали, позволяющие получить
полное представление об её конструкции;
- размеры на чертеже проставлены верно и в достаточном количестве, что позволяет определить величины всех конструктивных элементов детали.
Замечания:
- обозначения разрезов элементов детали подчеркнуты (А-А), тогда как в настоящее время стандарт требует этого не делать;
- некоторые значения шероховатости поверхностей нормированы параметром RZ, а не Ra, как этого требует стандарт, к тому же параметры Ra, указанные на чертеже, не являются предпочтительными согласно стандарту. Также можно отметить, что значение шероховатости поверхностей, на которых оно не указано, располагается не в правом верхнем углу чертежа, а дано строкой технических требований;
- значения отклонений формы и взаимного расположения поверхностей детали также записаны в технических условиях, а не показаны на чертеже согласно стандарту;
- размеры листа, на котором выполнен чертёж, не являются стандартными.
Все указанные замечания будут учтены при оформлении рабочего чертежа детали, который прилагается к курсовому проекту в его графической части.
2.2 Служебное назначение детали и условия её работы в сборочной единице
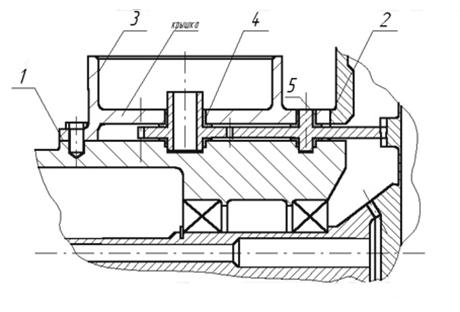
Деталь 42С5700-2120/3 "Крышка", являющаяся объектом курсового проектирования, входит в редуктор винтового механизма самолёта "ЯК-42".
Фрагмент сборочной единицы:
Редуктор – описание и работа
1)Общая часть.
Редуктор передаёт вращение от рулевого привода трансмиссии управления закрылками к механизму концевых выключателей без понижения оборотов.
2)Описание.
Редуктор состоит из корпуса, крышки, входного вала с конической шестерней,
Выходного вала с конической и цилиндрической шестернями и двух цилиндрических шестерён привода механизма концевых выключателей .
Выходной и входной валы изготовлены заодно целое со своими шестернями и установлены на шарикоподшипниках. Шестерня входного вала находится в зацеплении с конической шестерней выходного вала. Цилиндрическая шестерня выходного вала находится в зацеплении с двумя цилиндрическими шестернями, передающими вращение на вал механизма концевых выключателей.
3)Работа.
Вращение рулевого привода передаётся входному валу, который приводит во вращение выходной вал и шестерни привода механизма.
Как видно из описания крышка играет важную роль в передаче крутящего момента от рулевого механизма к механизму концевых выключателей, т.к. обеспечивает взаимное расположение осей двух цилиндрических шестерён привода механизма МКВ-45, а также самого механизма.
Исходя из этого основными исполнительными поверхностями данной детали
Являются 4 и 5 (отверстия, в которые запрессовываются втулки), а также 3 (поверхность, входящая в сопряжение с соответствующей поверхностью механизма МКВ-45).
Основными конструкторскими базами детали, определяющими её положение в сборочной единице, являются поверхности 1 и 2 (нижняя плоскость крышки и торец ребра).
Вспомогательными конструкторскими базами, определяющими положение других деталей сборочной единицы относительно крышки, являются поверхности 3,4 и 5.
В процессе работы сборочной единицы крышка не подвергается воздействию агрессивных сред и экстремальных температур и работает при температуре окружающей среды. Из испытываемых напряжений можно отметить напряжения смятия, которые испытывают отверстия 4 и 5 после запрессовывания в них втулок.
2.3 Анализ технических требований и выбор марки материала
Основные технические требования, указанные на чертеже:
- технические условия на штамповку по ОСТ 1.90073 – 72, группа контроля 3.
По ОСТ 1.90073 – 85 ( в настоящее время действует этот отраслевой стандарт, а не указанный на чертеже ) в третью группу контроля входят штамповки и поковки, подлежащие испытанию только на твёрдость.
Другие требования, изложенные в данном стандарте, касаются состояния необрабатываемых поверхностей и поверхностей, подлежащих обработке, макроструктуры и микроструктуры штампованных заготовок.
Настоящий отраслевой стандарт распространяется на штамповки и поковки из алюминиевых сплавов различных марок, изготавливаемые горячей объёмной штамповкой или свободной ковкой;
- штамповочные уклоны 3°.
Данное техническое требование верно лишь в том случае, если имеются в виду наружные штамповочные уклоны, внутренние же штамповочные уклоны должны находиться в пределах 5…7° неуказанные штамповочные радиусы 2мм.
Данная величина соответствует наименьшему значению радиусов закругления для поковок массой до 1кг и с глубиной полости штампа 25…50мм, что вполне приемлемо.
- термообработка: калить и искусственно старить.
Закалка – это операция, заключающаяся в нагреве материала до температуры, находящейся в критическом интервале и выше, выдержке при данной температуре и быстром охлаждении.
Старение сплава заключается в выдерживании с метастабильной структурой более или менее продолжительное время при комнатной или повышенной температуре. При этом происходит частичный переход структуры к более стабильному состоянию и изменение физических и механических свойств материала.
Искусственное старение осуществляется при повышенной температуре (обычно не выше 200°).
Вид термообработки, обозначенный в технических условиях чертежа, применяется для получения достаточно высоких значений прочности и пластичности алюминиевых сплавов;
- допуски на размеры и припуски на обработку штампованных заготовок по ОСТ 1.41187 – 78 5 класс точности.
Настоящий стандарт распространяется на штампованные заготовки площадью проекции до 980см2 и линейными размерами до 500мм из стали, алюминиевых, магниевых, медных и титановых сплавов, изготовленные на молотах и прессах.
В соответствии с требованиями, предъявляемыми к деталям, установлено 6 классов изготовления горячештампованных заготовок, изготавливаемых обычными методами штамповки с применением в отдельных случаях калибровочных операций;
- неуказанные предельные отклонения размеров по ОСТ 1.00022 – 80.
Это означает, что на свободные размеры отклонения выбирают по ОСТ 1.00022 – 80. По ГОСТ 520 – 89 это техническое условие записывается: Н12; h12; ±IT12/2.
- покрытие Ан. Окс. Хром/ эмаль ЭП – 140 (серо-голубая) 265 ОСТ 1.9005578.
Поверхности Б; В; Г; Д; Е; Ж не грунтовать и не красить.
Запись в числителе обозначает неорганическое покрытие, в знаменателе – лакокрасочное. Поверхности Б; В; Г; Д; Е; Ж являются исполнительными и поэтому не грунтуются и не красятся;
- обработку по размерам в квадратных скобках производить совместно с деталью 42С5700 – 2110 СБ.
Отверстия, на которые даны размеры в квадратных скобках, являются крепёжными и поэтому их обработку необходимо производить совместно с деталью, к которой будет крепиться данная деталь в сборочной единице;
- маркировать шрифтом ПО – 5 ГОСТ 2570 – 62, размер клейма - Æ12мм.
ПО – 5 – шрифт прописной, основной, 5 – высота шрифта в мм.
Клеймение производится для подтверждения качества обработанной детали.
ОСТ 141026 – 70, указанный на чертеже, в настоящее время заменён на новый ОСТ 141026 – 83.
- непараллельность поверхностей Г и Д не более 0,03мм.
Здесь возникает неясность, т.к. в операционной карте технологического процесса указан аналогичный допуск, но на непараллельность осей этих отверстий. Если это так, то этот допуск вполне соответствует допуску на межосевое расстояние цилиндрических зубчатых передач (в эти отверстия устанавливаются зубчатые колёса), установленному стандартом.
- неуказанная шероховатость поверхностей
Эти знаки обозначают шероховатость поверхности детали. Шероховатость поверхности – это совокупность неровностей с относительно малым шагом, образующих рельеф поверхности. Ra – среднее арифметическое значение точек профиля, измеренных в пределах базовой длины.
![]()
Этот знак означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости, должны иметь шероховатость, указанную перед условным обозначением (![]() ). Также знак говорит о том, что поверхность образована путем удаления слоя металла. Rz – среднее арифметическое значение высоты шероховатости по пяти точкам.
). Также знак говорит о том, что поверхность образована путем удаления слоя металла. Rz – среднее арифметическое значение высоты шероховатости по пяти точкам.
Это означает, что поверхности, на которых не указана шероховатость не обрабатываются, и их шероховатость определяется шероховатостью штампованной заготовки.
Для изготовления детали выбран алюминиевый сплав АК – 6.
Механические свойства АК – 6:
sв = 42 кг/мм2;
s0,2 = 30 кг/мм2;
d = 13%;
y = 40%;
Е = 7200 кг/мм2;
НВ = 105.
Физические свойства:
плотность –2,85 кг/м3;
теплопроводность – 0,45;
коэффициент линейного расширения – 0,42;
электропроводность – 0,041 Ом×мм2/м.
Недостатки по записи технических требований на рабочем чертеже внесены в таблицу. (см. табл. 2.1)
Таблица 2.1 – Несоответствия ЕСКД оформления технических требований на рабочем чертеже детали "Колесо зубчатое цилиндрическое"
| Изображено на чертеже | В соответствии с требованиями ЕСКД |
|
|
|
|
|
|
|
|
|
Похожие работы





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления цанги присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [56]. Для улавливания вредностей непосредственно в местах их образования применяется местная вытяжная вентиляция. ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев