Анализ исходных данных
Анализ конструкции детали на технологичность
Коэффициент применения типовых технологических процессов
Разработка и образование проектируемого ТП изготовление детали
Обоснование выбора баз
Расчёт припусков и размеров заготовки
Технико-экономическое сравнение двух вариантов механической обработки заготовки
Навигация
Анализ конструкции детали на технологичность
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
38332
знака
9
таблиц
2
изображения
2.4 Анализ конструкции детали на технологичность
Технологичность конструкции – совокупность свойств конструкции изделия, обеспечивающих возможность оптимальных базовых затрат при производстве,эксплуатации и ремонте для заданных показателей качества, условий изготовления и эксплуатации.
Для выполнения расчётов пронумеруем поверхности детали и составим нижеследующую таблицу:
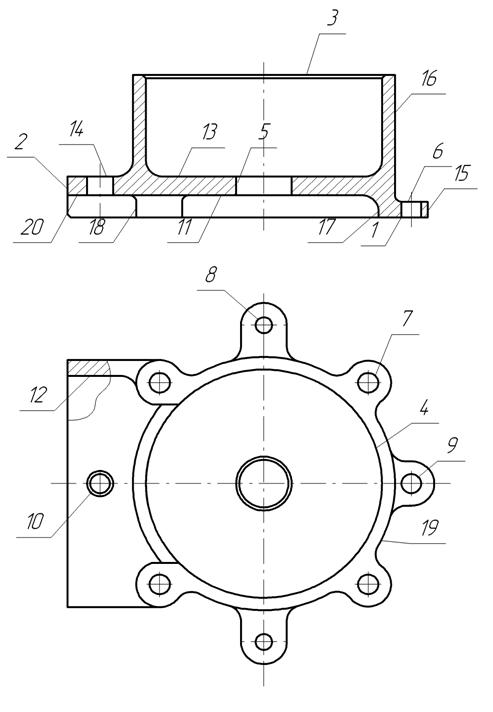
Таблица 2.2
| № | Идентичные поверхности | Квалитет | Шероховатость | Коэффициент приведения | Примечания |
| 1 | 11 | 6,3 | 4 | ||
| 2 | 11 | 6,3 | 4 | ||
| 3 | 11 | 6,3 | 4 | ||
| 4 | 7 | 1,6 | 6 | ||
| 5 | 8 | 3,2 | 5 | ||
| 6 | 12 | 6,3 | 4 | ||
| 7 | 4 | 11 | 6,3 | 4 | 4 отв. |
| 8 | 2 | 9 | 3,2 | 5 | 2 отв. |
| 9 | 9 | 3,2 | 5 | ||
| 10 | 8 | 1,6 | 6 | ||
| 11 | 14 | 12,5 | 3 | ||
| 12 | 14 | 12,5 | 3 | ||
| 13 | 13 |
| 3 | ||
| 14 | 14 | не обраб. | |||
| 15 | 14 | не обраб. | |||
| 16 | 14 | не обраб. | |||
| 17 | 14 | не обраб. | |||
| 18 | 14 | не обраб. | |||
| 19 | 14 | не обраб. | |||
| 20 | 14 | не обраб. | |||
| Всего - 20 Идентичных - 6 | |||||
Для количественной оценки технологичности определим три коэффициента: коэффициент унификации (КУ.Э.), коэффициент точности (КТ.) и коэффициент шероховатости (КШ.).
1. Коэффициент унификации конструктивных элементов:
![]() , (1.4.1.)
, (1.4.1.)
где ![]() – число унифицированных типоразмеров конструктивных элементов резьбы, отверстия, галтели, фаски и т. д.;
– число унифицированных типоразмеров конструктивных элементов резьбы, отверстия, галтели, фаски и т. д.;
![]() – число типоразмеров конструктивных элементов в изделии.
– число типоразмеров конструктивных элементов в изделии.
![]() ,
,
По данному показателю конструкция является технологичной, т. к. ![]() .
.
2. Коэффициент точности обработки:
![]() , (1.4.3)
, (1.4.3)
 , (1.4.2)
, (1.4.2)
где ![]() – средний квалитет точности обработки;
– средний квалитет точности обработки;
А – квалитет точности обработки;
ni – число размеров соответствующего квалитета.
![]()
![]()
Согласно этому показателю конструкция является технологичной, т. к. ![]() имеет высокое значение близкое к единице. Изделие относится к средней точности, т. к.
имеет высокое значение близкое к единице. Изделие относится к средней точности, т. к. ![]() .
.
3. Коэффициент шероховатости:
![]() , (1.4.4)
, (1.4.4)
 , (1.4.5)
, (1.4.5)
где![]() – средняя величина коэффициента приведения;
– средняя величина коэффициента приведения;
Б – величина коэффициента приведения;
ni.ш. – число поверхностей соответствующего параметра шероховатости.
![]() ,
,
![]()
Изделие относится к средней степени точности, т. к. ![]() .
.
4. Коэффициент использования материала:
![]() ,
,
где ![]() – масса детали, кг;
– масса детали, кг;
![]() – масса материала, израсходованного на изготовление детали, кг.
– масса материала, израсходованного на изготовление детали, кг.
![]() .
.
Изделие не является технологичным, т. к. Ки.м. < 0,64.
5. Коэффициент использования заготовки:
![]() ,
,
где ![]() – масса детали, кг;
– масса детали, кг;
![]() – масса заготовки, кг.
– масса заготовки, кг.
![]() .
.
Изделие не является технологичным, т. к. Кз < 0,7.
6. По удельному весу применения прогрессивных высокоэффективных методов обработки:
![]() ,
,
где ![]() – количество эффективных методов обработки, применяемых при изготовлении изделия;
– количество эффективных методов обработки, применяемых при изготовлении изделия;
![]() – общее количество методов.
– общее количество методов.
![]() .
.
Изделие не является технологичным, т. к. Квм < 0,45.
Похожие работы





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления цанги присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [56]. Для улавливания вредностей непосредственно в местах их образования применяется местная вытяжная вентиляция. ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев