Навигация
Анализ технологичности детали
44530
знаков
9
таблиц
1
изображение
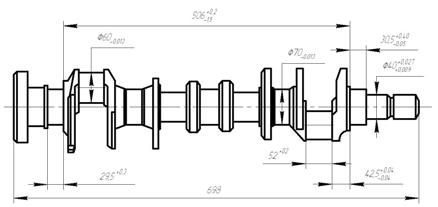
1.3 Анализ технологичности детали
Анализ технологичности конструкции вала-шестерни будем производить по следующим группам критериев.
* технологичность заготовки
* технологичность общей конфигурации детали
* технологичность базирования и закрепления
* технологичность обрабатываемых поверхностей
1.3.1 Технологичность заготовки
Материал детали – сталь 30ХН3А: углерода %С=0,27 – 0,33%; кремния %Si=0,17– 0,37%; хрома %Cr=0,6 – 0,9%; марганца %Mn=0,5 – 0,8. Твердость в состоянии поставки до 241 HB, после закалки – 34 HRC. Прочность в состоянии поставки до 795 МПа, после закалки 980 МПа. Эти механические характеристики обеспечивают нормальною работу вала-шестерни в редукторе. Материал не является дефицитным. Термообработка выполняется по типовому техпроцессу и не требует специальных условий. Сталь имеет удовлетворительную обрабатываемость резанием, коэффициент обрабатываемости Ко= 0,8 при обработке твердосплавным инструментом, Ко=0,6 при обработке инструментом из быстрорежущей стали.
Заготовку вала можно получить как из проката, так и обработкой давлением – штамповкой или высадкой. В обоих случаях форма заготовки и её элементов достаточно простая.
Свободные поверхности предусматривается обрабатывать по 14 квалитету точности. На заготовительных операциях такой точности не добиться, хотя при изготовлении детали из прутка можно получить заданную точность и шероховатость торцов при отрезке.
Таким образом, с точки зрения получения заготовки, деталь можно считать технологичной.
1.3.2 Технологичность общей конфигурации
Радиусы закруглений и фаски выполняются по ГОСТ 10948–64, форма и размеры канавок – по ГОСТ 8820–69, размеры шпоночного паза – по ГОСТ23360–78. Такая унификация упростит обработку и контроль этих элементов вала-шестерни.
Вал-шестерню можно отнести к типу деталей “Валы”, для которых разработан типовой ТП. Деталь не содержит каких-либо специфических особенностей формы, поэтому может быть обработана непосредственно по типовому ТП.
Форма детали позволяет вести обработку одновременно нескольких поверхностей. Одновременно несколько заготовок удается обработать только на многошпиндельном станке, что вряд ли целесообразно для мелкосерийного производства. В остальных случаях оборудование может быть простым, универсальным. Оснастку можно также применить универсальную. Все поверхности вала-шестерни доступны для контроля.
Таким образом, с точки зрения общей компоновки детали, её можно считать технологичной.
1.3.3 Технологичность базирования и закрепления
Черновыми базами для установки заготовки на первой операции могут быть цилиндрические шейки и торцовые поверхности заготовки. В дальнейшем за базы могут быть приняты как цилиндрические поверхности, так и специально выполненные центровые отверстия по ГОСТ 14034-74.
Измерительные базы детали можно использовать в качестве технологических баз. Точность и шероховатость этих баз обеспечит требуемую точность обработки. В случае применения гибкого технологического модуля имеется возможность захвата заготовки роботом за поверхность
1.3.4 Технологичность обрабатываемых поверхностей
Предполагается обработать все поверхности детали, т.к. заданные точность и шероховатость не позволяют получить их на заготовительных операциях. Правда, как было показано в п. 1.3.1., можно исключить из точности и шероховатости при отрезке проката, но целесообразность этого может быть установлена только после детального анализа. Всего обрабатывается 26 поверхностей: 13 цилиндрических; 8 торцовых; 1 боковая поверхность зубьев; 2 поверхности шпоночного паза; 6 канавок. Т.е., даже при полной обработке число обрабатываемых поверхностей относительно невелико.
Протяженность обрабатываемых поверхностей относительно невелика и определяется условиями компоновки редуктора и работы вала-шестерни.
Точность и шероховатость рабочих поверхностей определяются условиями работы вала-шестерни. Уменьшение точности приведет к снижению точности установки вала в редукторе и надежности его работы. Увеличение шероховатости этих поверхностей приведет к снижению надежности сопряжений и интенсивному изнашиванию поверхностей.
Форма детали позволяет обрабатывать поверхность на проход. Обработка поверхностей в упор затруднений не вызывает.
Поверхности различного назначения разделены, что облегчает обработку. Для выхода резца и шлифовального круга при обработке поверхностей 2, 5, 12, 15, 18, 21, предусмотрены канавки 3, 6, 11, 14, 17, 20.
Таким образом, с точки зрения обрабатываемых поверхностей деталь следует считать технологичной.
Поскольку деталь “Вал-шестерня” отвечает требованиям технологичности по всем 4 группам критериев, можно сделать вывод о её достаточно высокой технологичности.
1.4 Формулировка задач курсовой работы
В результате анализа исходных данных можно сформулировать следующие задачи курсовой работы, решить которые необходимо для достижения цели работы, сформулированной во введении – обеспечить заданный выпуск деталей “Вал-шестерня” заданного качества с наименьшими затратами путем разработки ТП его механической обработки:
1) определить тип производства и выбрать стратегию разработки ТП;
2) выбрать оптимальный метод получения заготовки, рассчитать припуски на обработку и спроектировать заготовку;
3) разработать технологический маршрут, выбрать схемы базирования заготовки и составить план обработки;
4) выбрать средства технологического оснащения (СТО) ТП – оборудование, приспособления, режущие инструменты, средства контроля;
5) разработать технологические операции – определить их содержание, рассчитать режимы резания и нормы времени.
Решению этих задач посвящены следующие разделы работы.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... принято К = 1,3; при чистовом шлифовании К = 1,5 – 1,7, принято К = 1,3. Время, затраченное на 4 шатунные шейки: Штучное время для чернового шлифования шатунных шеек: Тшт = 39,2 + 1,5 + 2 + 2 = 44,7 мин. Штучное время для чистового шлифования шатунных шеек: Тшт = 20,1 + 1,5 + 1,1 + 1,1 = 23,8 мин. 9 Технико-экономическая оценка технологического процесса восстановления
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...
0 комментариев