Навигация
Расчет припусков на обработку
44530
знаков
9
таблиц
1
изображение
3.3 Расчет припусков на обработку
Припуск на самую точную поверхность 2 0к6 рассчитаем аналитическим метом по переходам [4]. Результаты расчета будем заносить в таблицу 3.3.
1) В графы 1 и 2 заносим номера и содержание переходов по порядку, начиная с получения заготовки и кончая окончательной обработкой; заготовительной операции присваиваем № 0, а термообработке – № ТО.
2) В графу 3 записываем квалитет точности, получаемый на каждом переходе. По таблице 3 [4] определяем величину Td допуска для каждого квалитета и записываем в графу 4.
3) Для каждого перехода определяем составляющие припуска. По таблице 1 [4] определяем суммарную величину а=hд+Rz, где Rz – высота неровностей профиля, мм hд – глубина дефектного слоя, мм. Значения а заносим в графу 5 табл 3.3.
По таблице 2 [4] определяем погрешность установки заготовки в приспособлении на каждом переходе. Значение заносим в графу 7 табл. 3.3. Для переходов 0 и ТО 7 делаем прочерк.
4) Определяем предельные значения припусков на обработку для каждого перехода, кроме 0 и ТО.
Минимальное значение припусков определяем по формуле [4]:
![]() .
.
Здесь и далее индекс i относится к данному переходу, i–1 – к предыдущему переходу, i+1 – к последующему переходу.
Максимальное значение припуска определяем по формуле [4]
![]() .
.
Значения Zmin и Zmax заносим в графы 8 и 9 табл. 3.3., округляя их в сторону увеличения до того знака после запятой, с каким задан допуск на размер для данного квалитета точности. В строках, соответствующих переходам 0 и ТО, делаем прочерк.
5) Определяем среднее значение припуска для каждого перехода по формуле:
![]() .
.
Значение Zср заносим в графу 10 табл. 3.3.
6) Определяем предельные размеры для каждого перехода по формулам [4]:
![]() ;
;
![]() .
.
Расчет начинаем с последнего, 5-ого перехода, для которого на чертеже задан размер 50. Поскольку маршрут содержит термообработку – закалку с отпуском, примем во внимание увеличение размеров при переходе аустенита в мартенсит на 0,1% т.е. d(ТО-1)min=dТОmin·0,999.
Находим средний диаметр на каждом переходе по формуле:
![]() .
.
Значения заносим в графу 13 табл. 3.3.
8) Определяем общий припуск на обработку по формулам:
![]() ;
;
![]() ;
;
![]() .
.
Значения заносим в нижнюю строку, графы 8, 9, 10 табл. 3.3.
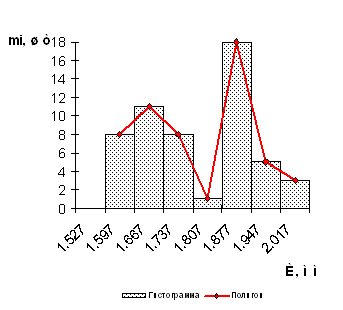
Таблица 3.3
Такой же припуск назначаем на поверхность 15 имеющую аналогичные диаметр, точность и шероховатость.
Припуски 2Z на остальные поверхности определяем по таблице 6 [4]
2Z=2Zтабл·Кт·Км·Кс
где 2Zтабл – табличное значение припуска, мм; Кт, Км, Кс – коэффициенты, учитывающие соответственно класс точности Т штамповки, группу стали М, степень сложности С заготовки.
Значения коэффициентов Кт, Км, Кс определим по [4] и [8].
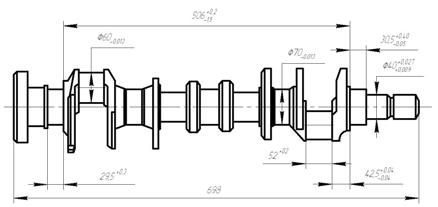
3.4 Проектирование заготовки
С учетом того, что при выборе метода получения заготовки было определено, что наименьшим суммарным затратам соответствует заготовка из штампа, принимаем заготовку с тремя значениями диаметров d1=90 мм,
d2=183 мм, d3=63 мм.
4. Разработка технологического маршрута и схем базирования
Задача раздела – разработать оптимальный маршрут, т.е. такую последовательность операций, которая обеспечит получение из заготовки готовой детали с наименьшими затратами. При этом необходимо разработать такие схемы базирования заготовки на каждой операции, которые обеспечивают минимальную погрешность обработки.
4.1 Разработка технологического маршрута
Будем разрабатывать технологический маршрут на базе типового техпроцесса [9], что обеспечит его более высокое качество при сокращении времени разработки.
При разработке маршрута будем руководствоваться рекомендациями [2], согласно которым:
1) На первой операции будем обрабатывать поверхности заготовки, которые на последующих операциях будут использовать в качестве технологических баз. Такими поверхностями являются торцы вала, поверхности 1 и 24 , и центровые отверстия, поверхности 25 и 26.
2) Весь ТП разделим на две части: обработка лезвийным инструментом до термообработки и обработка абразивным инструментом после термообработки. До термообработки следует подрезать торцы, 1 и 24 , обточить вал, нарезать зубья 8 и профрезеровать шпоночный паз 22,
23. После термообработки остается шлифовать шейки 2, 5, 12, 15, 18, 21 и торцы 4 и 13.
1) Наиболее точные поверхности будем обрабатывать в конце ТП. В нашем случае целесообразно в конце ТП выполнить шлифование шеек 2 и 15.
Присваиваем операциям номера:
1 – фрезерная;
2 – сверлильно-зенкеровальная;
3 – токарная черновая;
4 – токарная черновая;
5 – токарная получистовая;
6 – токарная получистовая;
7 – токарная чистовая;
8 – токарная чистовая;
9 – фрезерная;
10 – зубофрезерная;
11 – зубошевинговальная;
12 – центрошлифовальная;
13 – шлифовальная получистовая;
14 – шлифовальная получистовая;
15 – шлифовальная чистовая.
Таблица 4.1.
| № поверхности | Последовательность обработки | Номера операций |
| 1 | Ф–ТО | 1, ТО |
| 2 | Т–ТП–ТЧ–ТО–ШП –ШЧ | 3, 5, 7, ТО, 13, 15 |
| 3 | Т–ТО | 3, ТО |
| 4 | Т–ТП–ТЧ–ТО–ШП | 3, 5, 7, ТО, 13 |
| 5 | Т–ТП–ТЧ–ТО–ШП | 3, 5, 7, ТО, 13 |
| 6 | Т–ТО | 9, ТО |
| 7 | Ф–ТО | 9, ТО |
| 8 | Т–ТО | 3, ТО |
| 9 | Т–ТО | 3, ТО |
| 10 | Т–ТО | 3, ТО |
| 11 | Т–ТО | 3, ТО |
| 12 | Т–ТП–ТО | 4, 6, ТО |
| 13 | ЗФ–ШВ–ТО | 10, 11, ТО |
| 14 | Т–ТО | 4, ТО |
| 15 | Т–ТО | 4, ТО |
| 16 | Т–ТО | 4, ТО |
| 17 | Т–ТП–ТО | 4, 6, ТО |
| 18 | Т–ТП–ТЧ–ТО–ШП –ШЧ | 4, 6, 8, ТО, 14, 15 |
| 19 | Ф–ТО | 1, ТО |
| 20 | СЗ–ТО–ШП | 2, ТО, 12 |
| 21 | СЗ–ТО–ШП | 2, ТО, 12 |
Анализируем маршрут на предмет возможного объединения или разделения операций. Считаем целесообразным объединить фрезерование торцов 1, 24 и сверление центровых отверстий 25, 26 в одну фрезерно – центровальную операцию. Есть смысл объединения чистового шлифования шеек 2 и 15.
Окончательно принимаем маршрут обработки:
10. фрезерно-центровальная
20. токарная
30. токарная
40. фрезерная
50. зубофрезерная
60. зубошевинговальная
70. термообработка
80. центрошлифовальная
90. шлифовальная
100. шлифовальная
4.2 Выбор баз
На первой операции 10 фрезерно-центровальной в качестве технологических баз используем технологические базы, указанные на эскизе чертежа – ось и торец пов. 100.
Здесь и далее индекс около номера поверхности обозначает номер операции на которой она получена. Индекс 00 относится к заготовительным операциям.
На операции 20 (1 установ) токарной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем торец, поверхность 110.
На операции 20 (2 установ) токарной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем торец, поверхность 1320.
На операции 30 (1 установ) токарной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем торец, поверхность 420.
На операции 30 (2 установ) токарной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем торец уступа, поверхность 1730.
На операции 40 фрезерной в качестве двойной направляющей базы используем ось (цилиндрической поверхности 230 и 1530). В качестве опорной базы используем торец уступа пов. 1330.
На операции 50 зубофрезерной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы используем центровое отверстие 2610.
На операции 60 зубошевинговальной в качестве технологической базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем центровое отверстие 2610.
На операции 80 центрошлифовальной в качестве тройной опорной базы при обработке отверстия 2580 используем центровое отверстие 2670, при обработке 2680 – отверстие 2580.
На операции 90 (установ 1) шлифовальной в качестве двойной направляющей базы используем ось (прошлифованные центровые отверстия 2580 и 2680). В качестве опорной базы примем торец уступа поверхность 1370.
На операции 90 (установ 2) шлифовальной в качестве двойной направляющей базы используем ось (прошлифованные центровые отверстия 2580 и 2680). В качестве опорной базы примем торец уступа поверхность 490.
На операции 100 шлифовальной в качестве двойной направляющей базы используем ось (центровые отверстия 2580 и 2680). В качестве опорной базы примем торец уступа поверхность 490.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... принято К = 1,3; при чистовом шлифовании К = 1,5 – 1,7, принято К = 1,3. Время, затраченное на 4 шатунные шейки: Штучное время для чернового шлифования шатунных шеек: Тшт = 39,2 + 1,5 + 2 + 2 = 44,7 мин. Штучное время для чистового шлифования шатунных шеек: Тшт = 20,1 + 1,5 + 1,1 + 1,1 = 23,8 мин. 9 Технико-экономическая оценка технологического процесса восстановления
Разработка единичного маршрутно-операционного технологического процесса изготовления детали "Крышка"
... точности. Значения всех коэффициентов соответствуют требованиям, кроме коэффициента КУ.Э. Анализ базового технологического процесса изготовления детали и предложения по его совершенствованию После внимательного изучения комплекта документов технологического процесса обработки детали 42С 5700-2120/3 "Крышка", составленного технологами базового предприятия (ЗАО "Саратовский авиационный завод") ...
0 комментариев